(!) เนื่องจาก Microsoft จะหยุดให้การสนับสนุนระบบปฏิบัติการ Windows 7 ตั้งแต่วันที่ 14 มกราคม 2563 และอาจส่งผลให้ผู้ใช้ระบบปฏิบัติการ Windows 7 ไม่สามารถใช้งานเว็บไซต์มิซูมิได้อย่างสมบูรณ์ กรุณาอัพเดทระบบและบราวเซอร์ตามเงื่อนไขระบบที่รองรับมิซูมิเว็บไซต์
กลุ่มสินค้า
ค้นหาโดยกลุ่มสินค้า

กลุ่มสินค้า
ค้นหาโดยกลุ่มสินค้า

- ดูล่าสุด
- ชิ้นส่วนของฉัน
- รถเข็น
- แจ้งวันหยุดทำการในเดือน กรกฎาคมและสิงหาคม 2567 | Notice holiday in July and August 2024 > คลิก
ข้อมูลจำเพาะ / ขนาด
-
ชนิด
- AE-BD-H-R
-
ความยาว ใบมีดลบคม (ℓ)(มิลลิเมตร)
-
ความยาวโดยรวม (L)(มิลลิเมตร)
-
เส้นผ่าศูนย์กลาง ก้าน (d)(มิลลิเมตร)
-
หมายเลข เครื่องมือ
-
รัศมีบอล(มิลลิเมตร)
วันจัดส่ง
-
- ทั้งหมด
- บริการจัดส่งวันเดียวกัน
- 5 วันหรือน้อยกว่า
ระบุการเปลี่ยนแปลง
ดอกกัดปลายมน 2 ฟันสำหรับการเก็บผิวละเอียดที่มีความแม่นยำสูง AE-BD-H (รหัสสินค้า)

- ส่วนลดตามปริมาณ
คัดลอกลิงค์รหัสสินค้า
คัดลอกลิงค์รหัสสินค้าสำเร็จ.-
- เริ่ม :
- ฿ 691.00/หน่วย

-
- จำนวน :
-
-
- จำนวนวันจัดส่ง :
- ---
-
- รวม :
- ---
เลือกรหัสสินค้าเพื่อสั่งซื้อทันที/ ใส่ในรถเข็น
(i)ข้อควรระวัง
- ข้อเสนอจำกัดระยะเวลา: ซื้อ 3 ได้ถึง 4
- รับตัวอย่างฟรี 1 ชิ้น เมื่อซื้อขั้นต่ำ 3 ชิ้น สำหรับลูกค้าซีรีส์ NEW AE และ AD
- **สินค้าฟรี 1 ชิ้นจะถูกจัดส่งแยกต่างหาก โดยเวลาจัดส่งจะกำหนดตามจำนวนในสต๊อกของผู้ผลิต
รายละเอียดสินค้า
[คุณสมบัติ]
· ดอกกัดเอ็นมิลปลายมนสำหรับการตกแต่งงานละเอียด
มุ่งเน้นไปที่ความละเอียดของพื้นผิวกลึง พร้อมผิวเคลือบ "DUROREY" แบบใหม่
สำหรับการทำงานกับเหล็กกล้าที่มีความแข็งสูงที่มีประสิทธิภาพแม้กับวัสดุงานที่มีความแข็งเกิน 60 HRC
แสดงให้เห็นถึงการต้านทานการกะเทาะ และช่วยให้อายุการใช้งานของเครื่องมือยาวนานขึ้น
ดอกเอ็นมิลคาร์ไบด์แบบ 2 ฟันที่มีความแม่นยำสูงสำหรับเหล็กกล้าที่มีความแข็งสูง
AE-BD-H
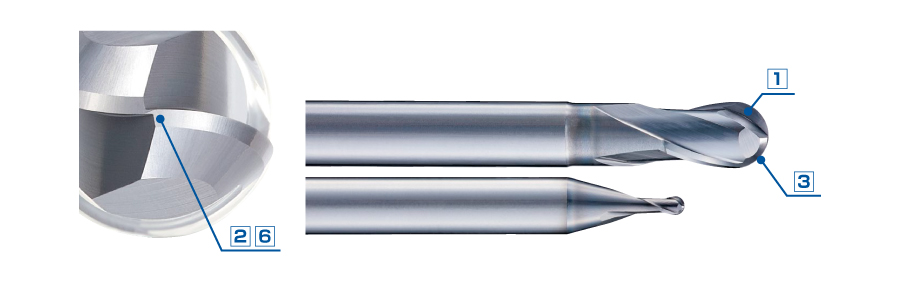
1 ร่องเกลียวแปรผันมุมลบ
• ควบคุมการบิ่นด้วยมุมลบที่ใหญ่ขึ้นที่ปลายคมตัด
• ให้คุณภาพการตัดเฉือนที่สม่ำเสมอด้วยมุมลบแคบที่ขอบด้านนอก และยังช่วยเพิ่มความทนทานต่อการแตกบิ่นด้วย
มุมเกลียวที่แคบกว่า

2 ความหนาตรงกลาง
• ความหนาของแกนกลางช่วยป้องกันการเสียรูปของปลายเครื่องมือ และช่วยให้ควบคุมเศษตัดได้มีประสิทธิภาพยิ่งขึ้น
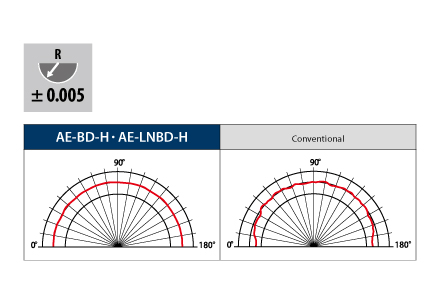
3 ความแม่นยำปลายมน R ที่เหนือชั้น
• รักษาความแม่นยำ R ที่สม่ำเสมอตลอด 180°
4 ความแม่นยำด้ามเครื่องมือที่เหนือกว่า
• รองรับความเผื่อ h4 (0/ - 0.004)
5 เหมาะสำหรับหัวจับระบบ Shrink Fit
• มีตัวเลือกประเภทด้ามสั้นที่เหมาะสำหรับตัวจับยึดแบบ Shrink Fit จำหน่าย
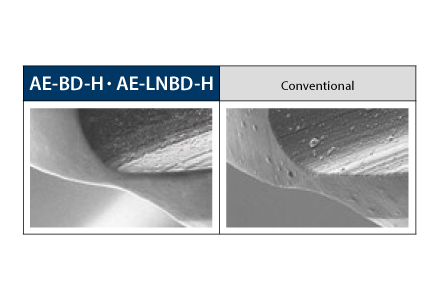
6 ผิวเคลือบเรียบเนียน
• ผิวเคลือบเรียบเนียนช่วยให้ความแม่นยำพื้นผิวดีขึ้น
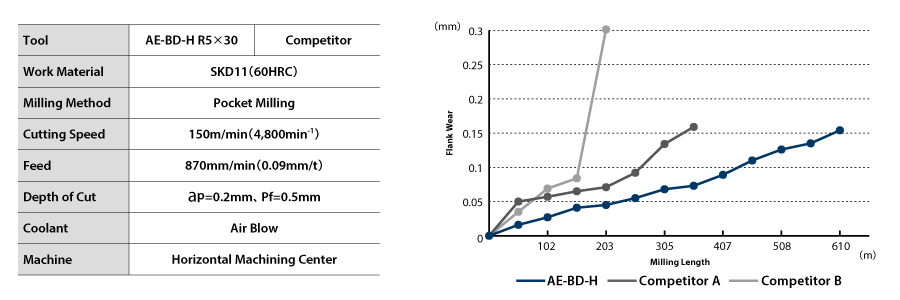
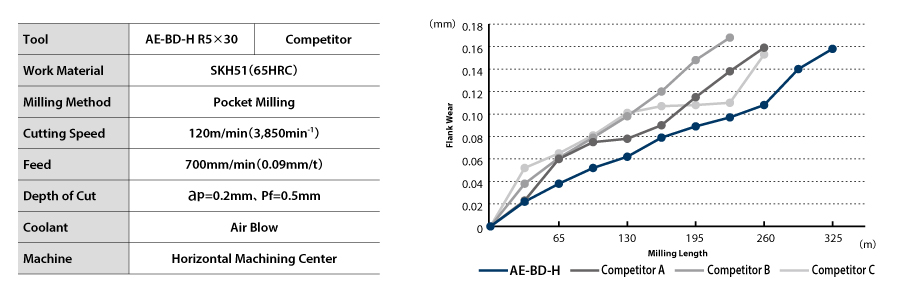
Long Life เครื่องมือ
แสดงให้เห็นถึงความทนทานที่เหนือกว่าในการกัดเหล็กกล้าความแข็งสูง
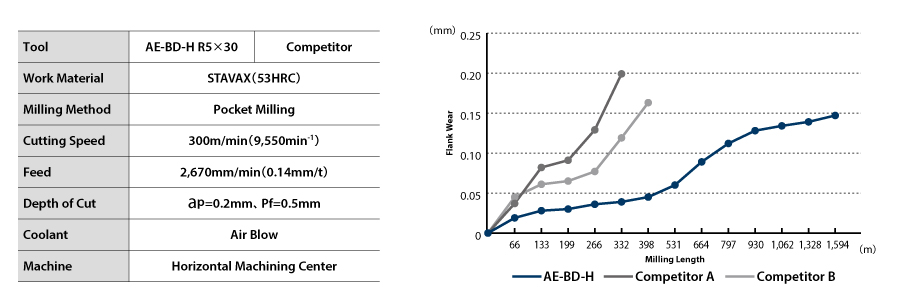
การกัดความเร็วสูง
ให้การตัดเฉือนที่น่าเชื่อถือแม้ในการกัดความเร็วสูงของ STAVAX (53 HRC)
สเปค
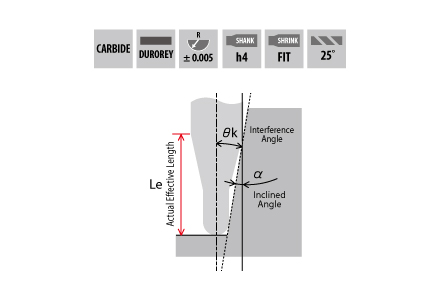
กระบวนการชุบผิว: การเคลือบผิว DUROREY
ความเผื่อของรัศมี: ± 0.005
ความเผื่อสำหรับเส้นผ่านศูนย์กลางด้าม: h4
เหมาะสำหรับระบบตัวยึด Shrink Fit
มุมเอียงของฟันเกลียว: 40°
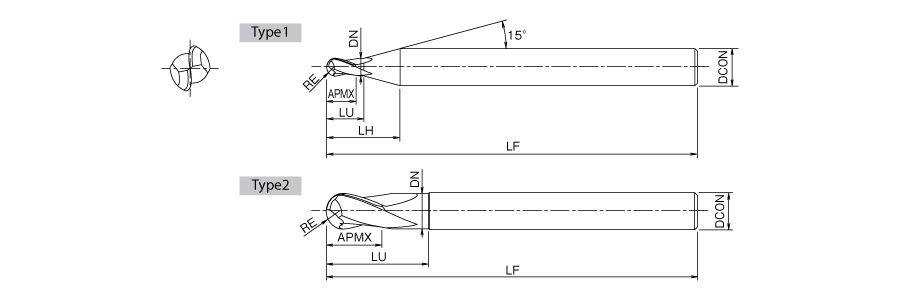
| หมายเลข EDP | RE × LU | ก้าน สั้น | LF | APMX | LH | DCON | DN | θk | ความยาวที่ใช้งานได้ตามมุมเอียง (le) *หมายเหตุ 1 | ชนิด | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.5° | 1° | 1.5° | 2° | 3° | ||||||||||
| 3042001 | R0.5 × 2 | — | 50 | 0.8 | 7.7 | 4 | 0.95 | 11.71° | 2.14 | 2.2 | 2.26 | 2.33 | 2.48 | 1 |
| 3042002 | R0.75 × 3 | — | 50 | 1.2 | 7.9 | 4 | 1.45 | 10.03° | 3.17 | 3.25 | 3.34 | 3.44 | 3.66 | |
| 3042003 | R1 × 4 | — | 50 | 1.6 | 12 | 6 | 1.95 | 10.64° | 4.19 | 4.3 | 4.42 | 4.55 | 4.85 | |
| 3042004 | R1.5 × 6 | — | 60 | 2.4 | 11.9 | 6 | 2.85 | 8.15° | 6.44 | 6.61 | 6.79 | 7 | 7.45 | |
| 3042005 | R2 × 8-4 | — | 60 | 3.2 | — | 4 | 3.85 | — | — | — | — | — | — | 2 |
| 3042006 | R2 × 8 | — | 70 | 12.1 | 6 | 5.65° | 8.49 | 8.71 | 8.96 | 9.22 | 9.81 | 1 | ||
| 3042007 | R2 × 8-S | ○ | 45 | |||||||||||
| 3042008 | R2.5 × 10 | — | 80 | 4 | 12.2 | 6 | 4.8 | 2.92° | 10.63 | 10.9 | 11.22 | 11.55 | — | |
| 3042009 | R2.5 × 10-S | ○ | 50 | |||||||||||
| 3042010 | R3 × 18 | — | 90 | 9 | — | 6 | 5.8 | — | — | — | — | — | — | 2 |
| 3042011 | R3 × 18-S | ○ | 55 | |||||||||||
| 3042012 | R4 × 24 | — | 100 | 12 | — | 8 | 7.7 | — | — | — | — | — | — | |
| 3042013 | R4 × 24-S | ○ | 75 | |||||||||||
| 3042014 | R5 × 30 | — | 100 | 15 | — | 10 | 9.7 | — | — | — | — | — | — | |
| 3042015 | R5 × 30-S | ○ | 75 | |||||||||||
| 3042016 | R6 × 36 | — | 110 | 18 | — | 12 | 11.7 | — | — | — | — | — | — | |
| 3042017 | R6 × 36-S | ○ | 80 | |||||||||||
*หมายเหตุ 1: หากไม่มีค่าในความยาวที่ใช้งานได้จริง (คอลัมน์ Le) สำหรับมุมไล่ระดับงาน α แสดงว่าไม่มีการรบกวน
สภาวะการตัด
การขัดผิว
เส้นทางการตัดเฉือนเป็นไปตามสภาวะของการทำงานของเส้นรูปร่าง
| วัสดุชิ้นงาน | เหล็กกล้าเครื่องมือ • เหล็กกล้าชุบแข็ง เหล็กอะไหล่ชุบแข็ง SKD11· SKD61· NAK80 (ประมาณ 45HRC) | เหล็กกล้าชุบแข็ง | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Up to 55HRC | Up to 62HRC | Up to 66HRC | Up to 70HRC | |||||||
| RE | ความเร็ว (ต่ำ-1 ) | การป้อนชิ้นงาน (มม. / นาที) | ความเร็ว (ต่ำ-1 ) | การป้อนชิ้นงาน (มม. / นาที) | ความเร็ว (ต่ำ-1 ) | การป้อนชิ้นงาน (มม. / นาที) | ความเร็ว (ต่ำ-1 ) | การป้อนชิ้นงาน (มม. / นาที) | ความเร็ว (ต่ำ-1 ) | การป้อนชิ้นงาน (มม. / นาที) |
| R0.5 | 38,400 | 2,350 | 38,400 | 2,350 | 38,400 | 2,000 | 38,400 | 1,600 | 38,400 | 1,450 |
| R0.75 | 38,400 | 3,050 | 38,400 | 3,050 | 38,400 | 2,500 | 31,800 | 1,900 | 25,200 | 1,450 |
| R1 | 38,400 | 3,600 | 38,400 | 3,550 | 28,800 | 2,200 | 24,000 | 1,750 | 19,200 | 1,250 |
| R1.5 | 31,800 | 4,000 | 25,200 | 3,200 | 19,200 | 2,000 | 16,200 | 1,600 | 12,600 | 1,200 |
| R2 | 24,000 | 3,650 | 19,200 | 2,950 | 14,400 | 1,900 | 11,900 | 1,500 | 9,500 | 1,150 |
| R2.5 | 19,200 | 3,500 | 15,000 | 2,650 | 11,500 | 1,700 | 9,500 | 1,350 | 7,600 | 1,000 |
| R3 | 16,200 | 3,350 | 12,600 | 2,300 | 9,500 | 1,550 | 8,000 | 1,250 | 6,400 | 955 |
| R4 | 11,900 | 2,850 | 9,500 | 2,050 | 7,100 | 1,350 | 5,900 | 1,050 | 4,800 | 830 |
| R5 | 9,500 | 2,550 | 7,600 | 1,800 | 5,800 | 1,150 | 4,800 | 875 | 3,800 | 700 |
| R6 | 8,000 | 2,400 | 6,400 | 1,650 | 4,800 | 955 | 4,000 | 795 | 3,200 | 635 |

การเก็บผิวสำเร็จความเร็วสูง
ข้อควรระวัง: ประกายไฟที่เกิดขึ้นระหว่างการทำงานหรือความร้อนที่เกิดจากการแตกหักของเครื่องมืออาจทำให้เกิดไฟไหม้ได้
ตรวจสอบให้แน่ว่ามีการดำเนินมาตรการป้องกันที่เหมาะสมครบถ้วน
สภาวะที่ด้านล่างนี้ใช้สำหรับเครื่องแมชชีนนิ่งเซ็นเตอร์ความเร็วสูง / ความแม่นยำสูง
เส้นทางการตัดเฉือนเป็นไปตามสภาวะของการทำงานของเส้นรูปร่าง
| วัสดุชิ้นงาน | เหล็กกล้าเครื่องมือ • เหล็กกล้าชุบแข็ง เหล็กอะไหล่ชุบแข็ง SKD11· SKD61· NAK80 (ประมาณ 45HRC) | เหล็กกล้าชุบแข็ง | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Up to 55HRC | Up to 62HRC | Up to 66HRC | Up to 70HRC | |||||||
| RE | ความเร็ว (ต่ำ-1 ) | การป้อนชิ้นงาน (มม. / นาที) | ความเร็ว (ต่ำ-1 ) | การป้อนชิ้นงาน (มม. / นาที) | ความเร็ว (ต่ำ-1 ) | การป้อนชิ้นงาน (มม. / นาที) | ความเร็ว (ต่ำ-1 ) | การป้อนชิ้นงาน (มม. / นาที) | ความเร็ว (ต่ำ-1 ) | การป้อนชิ้นงาน (มม. / นาที) |
| R0.5 | 50,000 | 3,700 | 50,000 | 3,700 | 50,000 | 3,100 | 50,000 | 2,600 | 50,000 | 2,400 |
| R0.75 | 50,000 | 4,800 | 50,000 | 4,800 | 50,000 | 3,900 | 50,000 | 3,050 | 38,400 | 2,300 |
| R1 | 50,000 | 5,600 | 50,000 | 5,350 | 48,000 | 3,650 | 38,400 | 2,800 | 28,800 | 2,100 |
| R1.5 | 49,800 | 6,200 | 38,400 | 4,800 | 31,800 | 3,350 | 25,200 | 2,550 | 19,200 | 1,900 |
| R2 | 37,200 | 5,700 | 28,800 | 4,400 | 24,000 | 3,200 | 19,200 | 2,400 | 14,400 | 1,800 |
| R2.5 | 30,000 | 5,450 | 22,800 | 4,000 | 19,200 | 2,850 | 15,600 | 2,150 | 11,500 | 1,600 |
| R3 | 24,600 | 5,200 | 19,200 | 3,450 | 16,200 | 2,550 | 12,600 | 2,050 | 9,500 | 1,550 |
| R4 | 18,600 | 4,450 | 14,400 | 3,050 | 11,900 | 2,250 | 9,500 | 1,800 | 7,100 | 1,350 |
| R5 | 15,000 | 3,950 | 11,500 | 2,650 | 9,500 | 1,900 | 7,600 | 1,550 | 5,800 | 1,150 |
| R6 | 12,600 | 3,700 | 9,500 | 2,500 | 8,000 | 1,600 | 6,400 | 1,350 | 4,800 | 995 |

1. ใช้เครื่องจักรและตัวจับที่ทนทานและมีความแม่นยำ
2. ขอแนะนำให้ใช้เครื่องเป่าลมหรือ MQL (ละอองน้ำมันหล่อเย็น)
3. สภาวะข้างต้นแสดงมาตรฐานโดยประมาณสำหรับการกลึงแนวโค้ง (กัดข้าง) ที่มีภาระการตัดเฉือนต่ำ หากเสียงตัดผิดปกติ เกิดการสั่นสะท้าน
หรืออาการสั่นสะท้านซึ่งเป็นผลจากรูปร่างของการตัดเฉือน ปริมาณการตัด ความแข็งแกร่งของเครื่องจักรหรือสภาพการยึดเกาะงาน ฯลฯ โปรดปรับความเร็ว
อัตราป้อน และระยะกินลึก
4. สามารถเพิ่มความเร็วตัดและอัตราป้อนได้ในกรณีที่มีระยะกินลึกต่ำกว่า
แนะนำ ผลิตภัณฑ์
| รหัสสินค้า |
|---|
| AE-BD-H-R4X24 |
| AE-BD-H-R6X36-S |
| รหัสสินค้า | ราคา | ชื่อสินค้า | จำนวนคำสั่งซื้อขั้นต่ำ | ส่วนลดปริมาณ | วันจัดส่ง | เป็นไปตามมาตรฐาน | ความยาว ใบมีดลบคม (ℓ) (มิลลิเมตร) | ความยาวโดยรวม (L) (มิลลิเมตร) | เส้นผ่าศูนย์กลาง ก้าน (d) (มิลลิเมตร) | หมายเลข เครื่องมือ | รัศมีบอล (มิลลิเมตร) | เส้นผ่าศูนย์กลางคอ (มิลลิเมตร) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
฿ 2,929.00 | CARBIDE END MILL | 1 ชิ้น | มีส่วนลด | บริการจัดส่งวันเดียวกัน | 10 | 12 | 100 | 8 | 3042012 | 4 | 7.7 | |
฿ 3,003.00 | CARBIDE END MILL | 1 ชิ้น | 5 วัน | - | 12 | 100 | 8 | 3042012 | 4 | 7.7 |
กำลังโหลด …
ข้อมูลพื้นฐาน
| ชนิด | รู | วัสดุชิ้นงาน | เหล็กกล้าทั่วไป / เหล็กกล้าอบร้อน / เหล็กกล้า ความแข็ง สูง ถึง HRC55 / เหล็กกล้า ความแข็ง สูง ถึง HRC60 / สเตนเลส / เหล็กหล่อ / อะลูมิเนียม / ไททาเนียม / ทองแดง | จำนวนฟลุต(แผ่น) | 2 |
|---|---|---|---|---|---|
| การใช้เครื่องจักร | พื้นผิว โค้ง / พื้นผิว ด้านข้าง / แกะสลัก / R-Groove |
- ข้อมูลรายละเอียดเฉพาะและขนาดอาจไม่ครอบคลุมในบางสินค้า. หากต้องการดูรายละเอียดเพื่มเติม ดู แคตตาล็อกผู้ผลิต .
วิธีการชำระเงิน
- บัตรเครดิต
-
- ธนาคาร
-
- พร้อมเพย์
-


โซเชียลมีเดีย
ติดต่อ MISUMI
ลิขสิทธิ์© MISUMI Corporation สงวนลิขสิทธิ์
ข้อเสนอแนะในการปรับปรุง
ข้อเสนอแนะในการปรับปรุง