(!) เนื่องจาก Microsoft จะหยุดให้การสนับสนุนระบบปฏิบัติการ Windows 7 ตั้งแต่วันที่ 14 มกราคม 2563 และอาจส่งผลให้ผู้ใช้ระบบปฏิบัติการ Windows 7 ไม่สามารถใช้งานเว็บไซต์มิซูมิได้อย่างสมบูรณ์ กรุณาอัพเดทระบบและบราวเซอร์ตามเงื่อนไขระบบที่รองรับมิซูมิเว็บไซต์
กลุ่มสินค้า
ค้นหาโดยกลุ่มสินค้า

กลุ่มสินค้า
ค้นหาโดยกลุ่มสินค้า

- Scheduled Maintenance Notice: This site will be unavailable due to scheduled maintenance from 8:00 28/7/2024 to 6:00 29/7/2024. We apologize for the inconvenience.
- Notice of End of Sales for Economy Series Pneumatic Equipment Category. More information.
- แจ้งวันหยุดทำการในเดือน กรกฎาคมและสิงหาคม 2567 | Notice holiday in July and August 2024 > คลิก


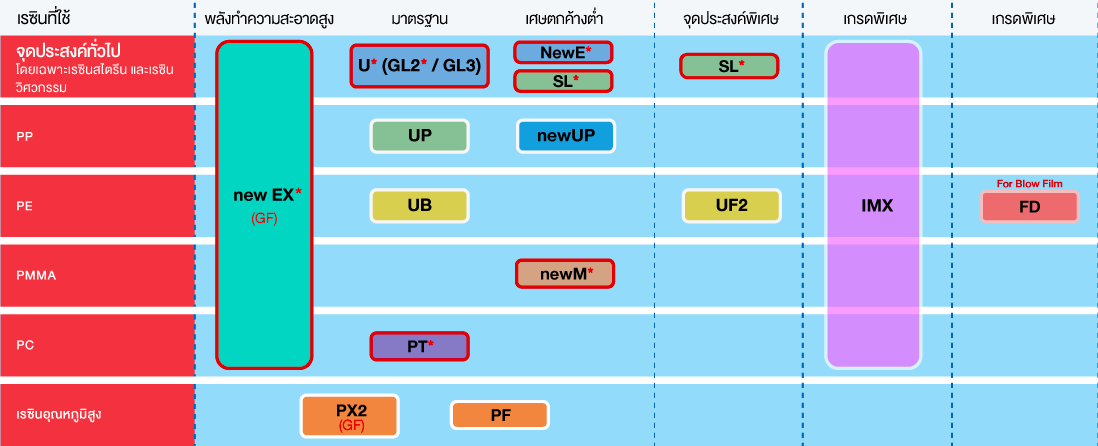
- พลังทำความสะอาดและลักษณะเศษตกค้างของ ASACLEAN แต่ละเกรดจะสัมพันธ์กับประเภทของเรซินที่แสดงตามตารางข้างต้น และประสิทธิภาพของแต่ละเกรดอาจแตกต่างกันไปตามเรซินและเงื่อนไขที่ใช้งาน
- เกรด FD เป็นสินค้าสำหรับเครื่อง Blow Film และมีลักษณะเงื่อนไขการใช้งานเฉพาะตัว (โปรดอ่านตารางด้านล่าง)
- GF ที่แสดงอยู่ในตาราง หมายถึงเกรดที่ผสมใยแก้ว (Glass fiber)
- ดาวน์โหลดเอกสาร TDS (Technical Data Sheet) คลิกด้านล่าง
- ดาวน์โหลดเอกสาร SDS (Safety Data Sheet) คลิกด้านล่าง
* สินค้าที่มีเครื่องหมาย (*) คือสินค้าสต๊อก สามารถใช้รหัสสินค้าในตารางสำหรับขอราคาและสั่งซื้อสินค้าได้ผ่านทาง MISUMI Website และ Mobile App
** สินค้าที่ไม่มีเครื่องหมาย (*) คือสินค้าที่ไม่มีสต๊อก หากต้องการสอบถามเกี่ยวกับวันจัดส่ง สามารถติดต่ออีเมล k-ts@misumi.co.th
อุณหภูมิที่ใช้งานและการใช้งาน
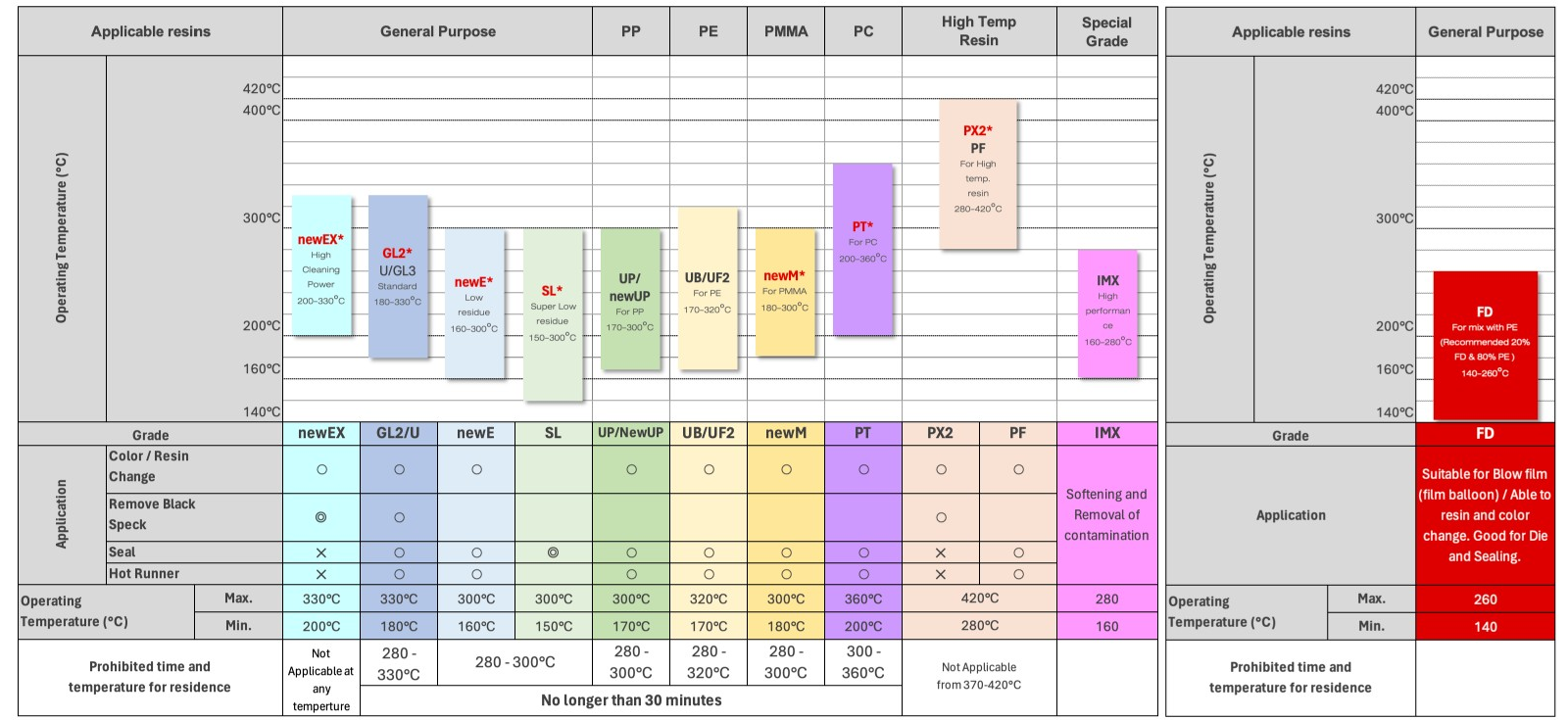
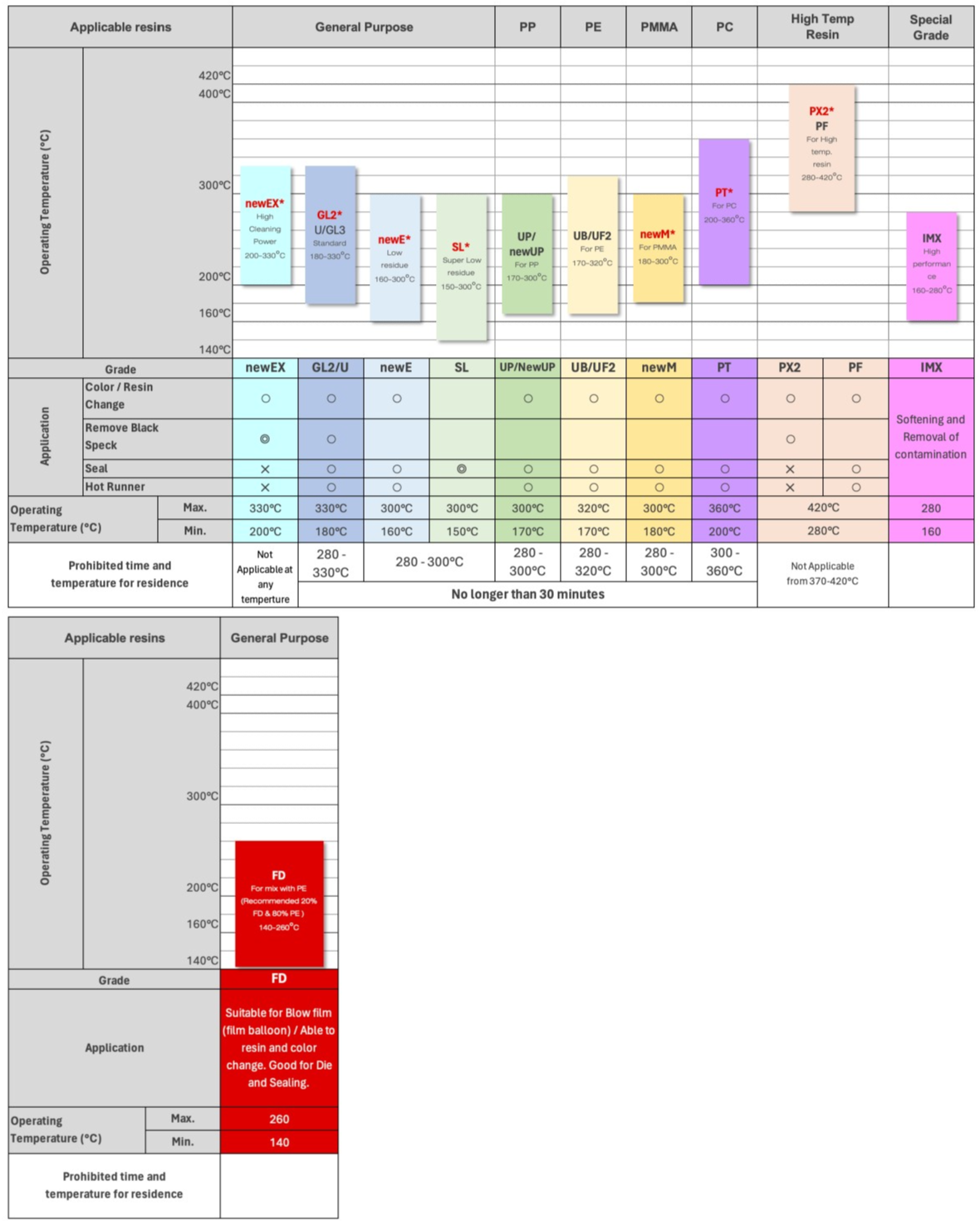
◎ ดีเยี่ยม O ดี X ไม่สามารถใช้ได้
หลักในการเลือกเกรดที่เหมาะสม
| ช่วงอุณหภูมิในการใช้งาน / ระยะเวลาจำกัดในการค้าง ASACLEAN ในกระบอกฉีด | ต้องปฏิบัติตามช่วงอุณหภูมิในการใช้งานและไม่ค้าง ASACLEAN ไว้ในกระบอกฉีดเกินเวลาและอุณหภูมิที่กำหนด |
|---|---|
| วัตถุประสงค์ในการใช้ ASACLEAN | ตรวจสอบวัตถุประสงค์การทำความสะอาดและดูคุณลักษณะเฉพาะตัวของแต่ละเกรด |
| ประเภทของเรซิน | สำหรับเรซินประเภทโพลีโอเลฟิน และเรซินใส โปรดพิจารณา ASACLEAN ชนิดวัตถุประสงค์จำเพาะ |
ตัวอย่างการเลือกเกรดสำหรับเครื่องฉีดขึ้นรูปพลาสติก
| วัตถุประสงค์ | เรซินขึ้นรูป (เรซินถัดไปในกรณีเปลี่ยนเรซิน) | |||
|---|---|---|---|---|
| เรซินทั่วไป เรซินวิศวกรรม (ยกเว้นเรซินที่เขียนไว้ด้านขวานี้) |
Polyolefins | PMMA & PC | เรซินอุณหภูมิสูง | |
| กำจัดคราบสกปรก (ตะกอนเรซินคาร์บอนหรือจุดดำ) | newEX, U (GL2, GL3) | PX2 | ||
| เปลี่ยนสี | U (GL2, GL3), newE | PX2, PF | ||
| เปลี่ยนสี / เปลี่ยนเรซิน (สำหรับเศษตกค้างต่ำ) |
U (GL2, GL3), newE | UP, newUP, UB | newM, PT | PX2, PF |
| ปิดผนึกระหว่างหยุดเครื่องจักร | SL หรือเกรดที่แสดงด้านบน (ยกเว้นเกรดที่มี Glass Fiber เป็นส่วนผสม) | PF | ||
* เกรด PT สามารถใช้กับ PC ผสม เช่น PC/ABS
** เกรดที่แนะนำขึ้นอยู่กับสภาพเครื่องจักร ขนาด และประเภทของเรซิน อาจแตกต่างไปจากตัวอย่างข้างต้น กรุณาติดต่อเจ้าหน้าที่มิซูมิ k-ts@misumi.co.th หากต้องการตรวจสอบเกรดเม็ดล้างที่เหมาะสม
เกรด IMX และการทำงานแบบพิเศษ
เกรด IMX ช่วยกำจัดเรซินและตะกอนเรซินคาร์บอน ซึ่งถือว่าเป็นเรื่องยากสำหรับเกรดทั่วไปของ ASACLEAN หากกำลังประสบปัญหาเกี่ยวกับการปนเปื้อนของคาร์บอนที่รุนแรง หรือการทำความสะอาดแบบถอดสกรูซึ่งใช้เวลานาน IMX เป็นอีกหนึ่งตัวเลือกที่ต้องการแนะนำให้เลือกใช้
ผลจากการล้างโดยใช้ IMX
- IMX จะซึมเข้าไปและทำให้สิ่งปนเปื้อนนิ่ม หลังจากนั้นจะหลุดออกจากสกรู
- จำเป็นต้องแช่ IMX ไว้ในเครื่องเป็นเวลา 1 ชั่วโมง ภายใต้อุณหภูมิที่กำหนด
- เพื่อขจัดสิ่งปนเปื้อนที่อ่อนตัวลงพร้อมกับ IMX การล้างครั้งที่ 2 โดย ASACLEAN เป็นสิ่งจำเป็น (แนะนำให้ใช้เกรด newEX)
แนะนำสำหรับกรณีด้านล่างนี้
[ ยังมีการปนเปื้อนของคาร์บอนหลังจากการล้างโดย ASACLEAN ]
- สำหรับกรณีที่มี "ตะกอนเรซินคาร์บอน" ที่เสื่อมสภาพภายในกระบอกสูบหรือแม่พิมพ์
- สำหรับกรณีที่มี "วัสดุขึ้นรูป" ดังกล่าวซึ่งเปลี่ยนได้ยาก เนื่องจากมีความสามารถในการยึดเกาะโลหะที่สูง
- สำหรับกรณีที่มี "วัสดุสี/เม็ดสี" ที่เกาะติดกับกระบอกฉีดหรือสกรู เนื่องจากมีความเข้ากันกับเนื้อโลหะที่สูง
สามารถใช้ได้กับกรณีด้านล่างนี้
- ใช้งานได้ไม่เพียงแต่กับเครื่องฉีดขึ้นรูปเท่านั้น แต่ยังรวมถึงเครื่องอัดรีดขึ้นรูปและเครื่องเป่าขึ้นรูปด้วย
- ใช้ได้กับแม่พิมพ์ที่ทำความสะอาดได้ยาก โดย ASACLEAN ทั่วไป เนื่องจากเหตุผลทางโครงสร้าง (Hot Runner, T-Die สำหรับเครื่องอัดรีดแบบแผ่น, แม่พิมพ์โปรไฟล์) รวมถึงรูระบายอากาศ
- สามารถใช้เป็นวัสดุสำหรับปิดผนึก
ขั้นตอนมาตรฐานการทำความสะอาด
จุดหลักของขั้นตอนการทำความสะอาด
| ความดันย้อนกลับ | สูง (เพียงพอที่สกรูจะไม่เคลื่อนถอยหลัง) |
|---|---|
| ตำแหน่งสกรู | ตำแหน่งเดินหน้าที่ไกลที่สุด |
| ความเร็วการหมุนสกรู | ใช้ความเร็วการหมุนสกรูเหมือนกับการฉีดงานขึ้นรูปปกติ |
| อุณหภูมิ | อุณหภูมิที่ใช้ฉีดงานขึ้นรูปก่อนหน้า |
ขั้นตอนการทำความสะอาด
- 1.ไล่เรซินก่อนหน้าให้หมด
- ประสิทธิภาพของการทำความสะอาดจะลดลง ถ้าเรซินที่ใช้งานก่อนหน้าตกค้างอยู่ควรตรวจสอบให้แน่ใจว่าไม่มีอะไรหลงเหลือในกรวยและท่อจ่าย
- 2.ทำความสะอาดกรวยก่อนป้อน ASACLEAN
- ปริมาณของ ASACLEAN ที่ใช้ สามารถอ้างอิงได้ตามข้อมูลด้านล่าง
- 3.ทำความสะอาดด้วยวิธีการหมุนสกรู
- ความดันย้อนกลับ: ตั้งค่าให้สูงขึ้น; / ตำแหน่งสกรู: เดินหน้าไกลสุด; / การหมุนสกรู: เหมือนกันกับการขึ้นรูป; / อุณหภูมิ: เหมือนกับเรซินก่อนหน้า
- 4.ตรวจสอบสีที่ได้จากการไล่ด้วยสายตา
- ในกรณีที่หยุดเครื่องจักร สามารถทำความสะอาดและปิดผนึกได้ตามข้อมูลด้านล่าง
- 5.ตั้งอุณหภูมิสำหรับเรซินถัดไปที่จะถูกผลิต
- เปลี่ยนอุณหภูมิหากจำเป็น
- 6.ทำความสะอาดกรวยก่อนการป้อนเรซินครั้งต่อไป
- ตรวจสอบให้แน่ใจว่าไม่มีสิ่งใดหลงเหลือภายในกรวยและท่อจ่าย
- 7.ไล่ ASACLEAN ออกด้วยการทำความสะอาดการหมุนสกรู
- ทำการในลักษณะเดียวกันกับกระบวนการทำความสะอาด
- 8.ตรวจสอบวัสดุ ASACLEAN ที่ขับออกมาด้วยสายตา
- ตรวจสอบให้แน่ใจว่า ASACLEAN ได้ถูกไล่ออกมาจนหมด
- 9.ตรวจสอบผลิตภัณฑ์อีกครั้ง หลังฉีดงานขึ้นรูป
- ตรวจสอบคุณภาพของผลิตภัณฑ์ขึ้นรูป
ปริมาณ ASACLEAN ที่แนะนำ
(1) ตามขนาดเครื่องจักร
[ตัวอย่างการทดสอบ]
อุณหภูมิทำความสะอาด: 240 ℃; เรซินที่ทำความสะอาด: ABS
| ขนาด (ตัน) | ปริมาณของ ASACLEAN GL2 (kg) |
|---|---|
| 80 | 0.4 |
| 125 | 0.6 |
| 550 | 2.5 |
| 800 | 5.0 |
| 1,250 | 7.0 |
| 3,000 | 16.0 |
(2) ตามอุณหภูมิใช้งาน
[ตัวอย่างการทดสอบ]
ขนาดของเครื่องจักร : 125 ตัน
| อุณหภูมิทำการขึ้นรูป (℃) | ปริมาณของ ASACLEAN GL2 (kg) | เรซิน (ตัวอย่าง) |
|---|---|---|
| 180~230 | 0.4 | PS, PP, PMMA, POM และอื่นๆ |
| 230~250 | 0.6 | ABS, AS (SAN) และอื่นๆ |
| 250~310 | 0.8 | PA, PPE, PC, PBT, และอื่นๆ |
วิธีการทำความสะอาดสำหรับส่วนที่เข้าถึงยาก
ส่วนต่าง ๆ ได้แก่ ปลายหัวฉีด, หัวสกรู, หัวฉีดยาว, หัวฉีดยาว, หัวฉีดวาล์ว, วาล์วไหลย้อน, แหวนตรวจสอบ และอื่น ๆ นั้นโดยปกติแล้วจะยากต่อการทำความสะอาด
การทำความสะอาดที่ไม่เพียงพอของส่วนเหล่านี้อาจก่อให้เกิดสิ่งตกค้างของเรซินก่อนหน้า หรือสีซึ่งจะนำไปสู่การปนเปื้อนและความบกพร่องของผลิตภัณฑ์
ในกรณีดังกล่าวแนะนำให้ใช้ “วิธีการทำความสะอาดแบบจังหวะสั้น”

ส่วน A: จุดบอด
ส่วน B: ทำให้เย็นโดยแม่พิมพ์และอากาศโดยรอบ
เนื่องจากส่วน A เป็นส่วนที่มีความเร็วต่ำ และง่ายสำหรับเรซินที่จะติดอยู่ บริเวณดังกล่าวจึงยากต่อการทำความสะอาด
จุดหลักของขั้นตอนการทำความสะอาด
| แรงดันย้อนกลับ | 0 (ศูนย์) |
|---|---|
| ปริมาตรที่วัด | ระยะเดินหน้าและถอยหลัง 20 มม. (Stroke) |
| ความเร็วการหมุนสกรู | เหมือนกับการทำงานขึ้นรูปฉีดงาน |
| ความเร็วการฉีด | เพิ่มความเร็วฉีดมากกว่าปกติ 20-30% |
| อุณหภูมิ | เพิ่มอุณหภูมิหัวฉีด 20-30 ℃ |
ขั้นตอนการทำความสะอาด
- 1.เพิ่มอุณหภูมิหัวฉีด 20-30℃
- ทำให้วัสดุก่อนหน้าที่ค้างอยู่ที่จุดบอดอ่อนตัวลง เพื่อที่วัสดุนั้นจะถูกขจัดได้ง่าย
- 2.วัดปริมาณ 20 มม.
- โดยการวัดปริมาตรน้อย ๆ เพิ่มความถี่การใช้ ASACLEAN เพื่อไล่เศษตกค้างที่สะสมอยู่ให้ออกไป
- 3.ทำการทำความสะอาดแบบฉีดที่ความเร็วสูง
- เมื่อการฉีดทีละน้อยถูกใช้ร่วมกับวิธีหมุนสกรู การทำความสะอาดจะมีประสิทธิภาพมากขึ้น
- 4.ทำซ้ำขั้นตอนที่ 2 และ 3 ด้านบน 15-20 ครั้ง
- ทำซ้ำขั้นตอนเหล่านี้จนกระทั่งเรซินก่อนหน้านี้ถูกขจัดออกทั้งหมด
ข้อสังเกต:
ข้อความต่อไปนี้คือวิธีการทำความสะอาดที่ได้รับการแนะนำมากที่สุด
1) "การทำความสะอาดแบบหมุนสกรู" โดยการใช้ครึ่งหนึ่งของปริมาตร ASACLEAN ที่แนะนำ
2) "การทำความสะอาดแบบจังหวะสั้น" โดยการใช้ส่วนที่เหลือของปริมาตร ASACLEAN ที่แนะนำ
วิธีการทำความสะอาดและปิดผนึก
"การทำความสะอาดและการปิดผนึก" เป็นการทำงานพร้อมกันของ "การทำความสะอาดเป็นประจำ" และ "การค้างไว้ในกระบอกฉีด" ซึ่งหมายถึง การปิดเครื่องจักรและใส่ ASACLEAN ในกระบอกฉีด
"การปิดผนึก" ด้วย ASACLEAN เป็นการป้องกันการเสื่อมสภาพของเรซิน และตรวจสอบให้แน่ใจว่าเครื่องจักรอยู่ในสภาพที่สะอาด แม้ว่าจะมีเรซินปริมาณน้อยหลงเหลืออยู่ภายในเครื่องจักรระหว่างการปิดเครื่อง การเสื่อมสภาพจะเกิดขึ้นเนื่องจากอุณหภูมิที่สูงและการเข้าไปของออกซิเจน เพื่อป้องกันสิ่งเหล่านี้ ดังนั้นเราขอแนะนำวิธีการที่เครื่องจักรหยุดการทำงานโดยมี ASACLEAN อยู่ข้างใน หลังจากทำความสะอาดด้วย ASACLEAN แล้ว ASACLEAN อยู่ข้างในหลังจากการทำความสะอาดด้วย ASACLEAN
การเลือกเกรดของ ASACLEAN ที่เหมาะสม
ใช้ NewE หรือ ASACLEAN non GF Grade
(หมายเหตุ) เกรดของ ASACLEAN (NewEX, PX2) หรือ ASACLEAN GF Grade ที่มีส่วนผสมของใยแก้วจะไม่ใช้สำหรับการปิดผนึก
ขั้นตอนมาตรฐานสำหรับการทำความสะอาดและการปิดผนึก
- 1.วัสดุขึ้นรูปทั้งหมดควรถูกถ่ายออกหลังจากการขึ้นรูปเสร็จสิ้น
- ระบายอย่างหมดจดเพื่อการทำความสะอาดที่มีประสิทธิภาพ
- 2.ป้อน ASACLEAN และทำความสะอาดแบบการหมุนสกรู
- ทำความสะอาดให้ทั่วเพื่อให้แน่ใจว่าเรซินทั้งหมดได้ถูกขจัดไป
- 3.ตรวจสอบด้วยสายตาว่าเรซินดังกล่าวถูกขจัดออกแล้ว
- 4.ป้อน ASACLEAN เพื่อที่จะปิดผนึกและระบายออกด้วยการทำความสะอาดแบบการหมุนสกรู
- ในกรณีที่ใช้ NewEX, PX2 หรือ ASACLEAN GF Grade ให้ไล่วัสดุดังกล่าวออกจนหมดแล้วตามด้วย NewE หรือ ASACLEAN non GF Grade เพื่อทำการปิดผนึกได้อย่างเหมาะสม
- 5.วัดปริมาณให้เต็ม
- ให้ ASACLEAN อยู่ในปริมาณที่จะคลุมช่วง Metering zone และ Compression zone ของสกรู
- 6.หยุดเครื่องจักร / ปิดเครื่องทำความร้อน (หรือลดอุณหภูมิลง)
(ปิดผนึก)
- ปิดเครื่องจักรโดยปิดเครื่องทำความร้อนและทำให้เครื่องเย็น สิ่งตกค้างที่ติดกับสกรูและกระบอกฉีดจะหลุดออกมาจากพื้นผิวโลหะเนื่องจากการหดตัว
- 7.เมื่อเริ่มงาน เปิดเครื่องทำความร้อน
- เพื่อหลีกเลี่ยงความเสี่ยงของการโหลด มากเกินไป ให้เริ่มการหมุนของสกรู เมื่ออุณหภูมิอยู่ในช่วงเดียวกับอุณหภูมิที่ใช้ในการฉีดผลิตภัณฑ์ หลังจากนั้นให้ทำการโหลดวัตถุดิบหรือเรซินที่ใช้ในการผลิตลงไป เพื่อไล่ ASACLEAN ออกจนหมดทันที
- 8.ไล่เครื่องที่เต็มออก (ฉีดด้วยความเร็วต่ำ หรือค่อยๆฉีด)
- ควรอยู่ห่างจากหัวฉีดระหว่างการฉีด
- 9.ไล่ ASACLEAN ออก / ทำความสะอาดอีกครั้ง
- ถ้า ASACLEAN ที่ถ่ายออกมาสกปรกมาก ให้ใส่ ASACLEAN เพิ่มลงไปอีกครั้ง และทำความสะอาดอย่างต่อเนื่อง จนกระทั่งมีสีเป็นปกติ หรือสีใกล้เคียงกับเม็ด ASACLEAN เกรดนั้นๆ ที่ใช้งาน
- 10.ป้อนวัสดุครั้งต่อไป และไล่ออกโดยการทำความสะอาดแบบการหมุนสกรู
- ไล่วัสดุตัวต่อไปออก ทำให้แน่ใจว่า ASACLEAN ได้ถูกถ่ายเทออกมาจนหมดแล้ว
- 11.ตรวจสอบคุณภาพของชิ้นงาน ที่ถูกฉีดขึ้นรูป
- ตรวจสอบให้แน่ใจว่าผลิตภัณฑ์ที่ฉีดออกมา มีคุณภาพดี ไม่มีคราบ ASACLEAN หลงเหลือติดชิ้นงานอยู่เลย
ความถี่ในการทำความสะอาดและปิดผนึก
ทุกครั้งที่เครื่องจักรขึ้นรูปหยุดการทำงาน
ต้องการข้อมูลเพิ่มเติม?

สอบถามรายละเอียดเพิ่มเติมหรือปรึกษาเรื่องเวลารับคำสั่งซื้อและกำหนดส่ง
โทร 1382 ต่อ 239
Email: k-ts@misumi.co.th







ค้นหาโดยกลุ่มสินค้า













วิธีการชำระเงิน
- บัตรเครดิต
-
- ธนาคาร
-
- พร้อมเพย์
-


โซเชียลมีเดีย
ติดต่อ MISUMI
ลิขสิทธิ์© MISUMI Corporation สงวนลิขสิทธิ์