ใบมีดคัตเตอร์ เม็ดมีด

ข้อควรระวัง
รายละเอียดสินค้า
MITSUBISHI วัสดุ ปลาย (สำหรับงานกัด) ใบมีดคัตเตอร์ เม็ดมีด
คุณสมบัติและข้อมูลจำเพาะของผลิตภัณฑ์
ข้อมูลจำเพาะ และคุณสมบัติพื้นฐานของ ผลิตภัณฑ์
การออกแบบ ล้ำสมัยที่ให้งานที่วางใจได้

ขอบปัดน้ำฝน: ขอบปัดน้ำฝนให้ พื้นผิว สำเร็จที่ดีในพื้นที่ การตัดแต่งขึ้นรูปด้วยเครื่องจักร หยาบ
ขอบตัด แบบตรง: แบบตรง ได้รับการยึดไว้จนถึงระยะกินลึกสูงสุด (APMX) ทำให้การกัดอัตราป้อนสูงมีความเสถียรแม้ในระหว่างการตัดแบบขัดจังหวะ
ขอบตัดเล็กน้อย: เนื่องจากคมตัดเป็น แบบตรง เศษตัดจึงถูกสร้างขึ้นอย่างมั่นคงแม้ในระหว่างการลาดเอียงที่สูงชัน
เม็ดมีด มีดที่แข็งแกร่ง
ความหนาที่เพิ่มขึ้นช่วยป้องกันไม่ให้ เม็ดมีด มีดเสียหายและ ตัวเครื่อง หลักไม่เสียหาย
การ อุปกรณ์ควบคุม เศษตัด ที่ดีด้วยแนวขอบคมตัดที่ไม่เหมือนใคร
แนวสันคมตัดที่ไม่เหมือนใครสร้างเศษโค้งงอขนาดกะทัดรัดและยับยั้งการอุดตันของเศษ เศษตัด ของ ตัวเครื่อง เครื่องมือ หลักและ สายพานลำเลียง ชิป IC

เกรด คาร์ไบด์ เคลือบสำหรับ กระบวนการแปรรูป ตัดโดยการ การรีด
MV1020
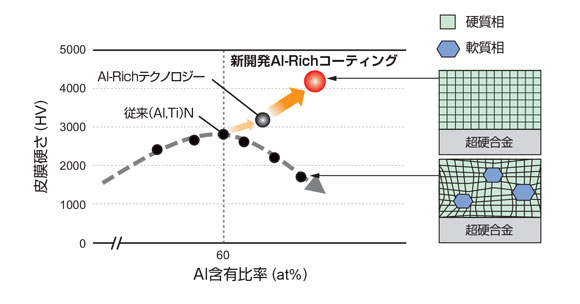
การ การเคลือบผิว อัลริช / ทนต่อการเสียดสีขั้นสูงและทนต่อแรงกระแทกจากความร้อน
การ การเคลือบผิว อัลริชที่ไม่เปลี่ยนโครงสร้างผลึกแม้ว่าอัตราส่วนเนื้อหาอัลจะเพิ่มขึ้น ได้รับการพัฒนาโดย กระบวนการแปรรูป การเคลือบผิว ใหม่โดยใช้เทคโนโลยีเฉพาะ เพื่อให้ได้อัตราส่วนอัลเนื้อหาสูงและ ความแข็ง ของ ฟิล์ม สูง
ด้วยการปรับปรุงความต้านทานการเกิดออกซิเดชันอย่างมากนอกเหนือจาก ความแข็ง ของ ฟิล์ม จึงมีความทนทานต่อการขัดถูที่ยอดเยี่ยมอย่างยิ่ง
นอกจากนี้ เนื่องจากการ ทนความร้อน ได้ดีเยี่ยมเป็นพิเศษ จึงมีความเสถียรในการ การตัดแต่งขึ้นรูปด้วยเครื่องจักร ที่ดีเยี่ยม ไม่เพียงแต่ในการตัดแบบแห้งเท่านั้น แต่ยังรวมถึงการตัดแบบเปียกซึ่งมีแนวโน้มที่จะเกิดรอยร้าวจากความร้อนในอดีตด้วย
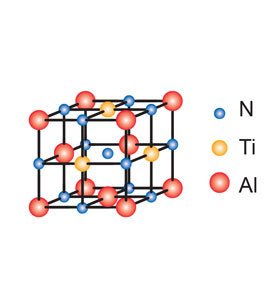
MV1020 คริสตัลอิมเมจ
เกรด คาร์ไบด์ เคลือบ PVD สำหรับ กระบวนการแปรรูป ตัดโดยการ การรีด
MP6100 / MP7100 / MP9100 ซีรีส์
เทคโนโลยี TOUGH-Σ (เทคโนโลยี Tough-Sigma)
บรรลุ ความแกร่ง (TOUGH) โดยการผสานรวมเทคโนโลยี การเคลือบผิว ที่ยอดเยี่ยม (Σ)
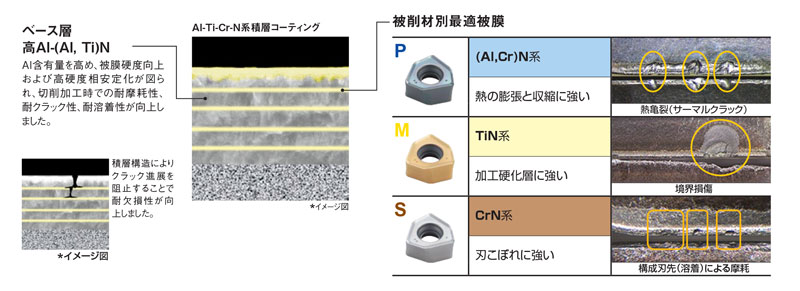
ชั้น ฐานรอง/แผ่นรอง สูง al- (al, ti) N: ปริมาณอัลคาไลน์ที่เพิ่มขึ้นทำให้ ความแข็ง ของ ฟิล์ม ดีขึ้น และเฟส ความแข็ง สูงเสถียร ปรับปรุงความต้านทานการเสียดสี ความต้านทานการแตกร้าว และความต้านทาน ป้องกันการเชื่อมติด ระหว่างการตัด
โครงสร้างแบบลามิเนตช่วยป้องกันการแตกร้าวและเพิ่มความทนทานต่อการสึกหรอ
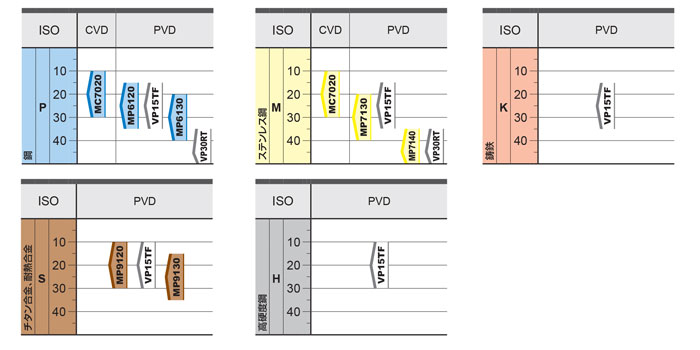
VP15TF เป็น เกรด คาร์ไบด์ เคลือบ PVD ที่มีความทนทานต่อการเสียดสีสูงและทนต่อการสึกหรอที่ สมดุล และช่วยให้สามารถ การตัดแต่งขึ้นรูปด้วยเครื่องจักร ได้อย่างมั่นคง
VP30RT มีความทนทานต่อการสึกหรอดีเยี่ยม และเหมาะสำหรับการ การตัดแต่งขึ้นรูปด้วยเครื่องจักร สเตนเลส และการตัด เหล็กกล้าทั่วไป ที่มีความแข็งแรงเป็นพักๆ
เกรด คาร์ไบด์ เคลือบ CVD สำหรับ กระบวนการแปรรูป ตัด เหล็กกล้า / สเตนเลส โดยการ การรีด
MC7020
ช่วยลดการเสียดสีของหลุมอุกกาบาตที่เกิดขึ้นในบริเวณที่มีความเร็วสูง และให้ การตัดแต่งขึ้นรูปด้วยเครื่องจักร ที่เสถียรแม้ในการ การตัดแต่งขึ้นรูปด้วยเครื่องจักร ที่มีประสิทธิภาพสูง
- ปรับปรุงความต้านทานการขัดถู
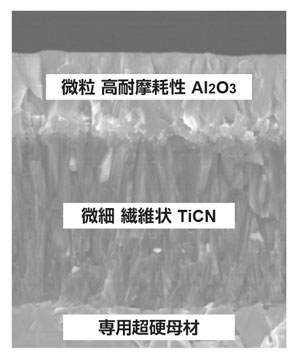
ชั้น Al2O3 ที่ทนต่อการเสียดสีสูง เม็ดขัด ละเอียด และ ละเอียด TiCN ที่มีเส้นใยละเอียดช่วยให้ทนต่อการเสียดสีได้ดีเยี่ยมใน กระบวนการแปรรูป ตัดเหล็ก / สเตนเลส นเลสสตี เหล็กกล้าความเร็วสูง (HSS) โดยการ การรีด - ปรับปรุงความต้านทานการสึกหรอ
ด้วยการใช้ วัสดุฐาน ซีเมนต์ คาร์ไบด์ เฉพาะด้าน ที่มี ความแกร่ง ที่ดีเยี่ยมและทนต่อการแตกร้าวจากความร้อน คมตัดจึงถูกระงับการแตกหักอย่างกะทันหัน - การปราบปรามความเสียหายที่ผิดปกติ
"การ การเคลือบผิว สีดำสนิทเป็นพิเศษ" บน พื้นผิว ที่เรียบมากช่วยลดความเสียหายที่ผิดปกติ เช่น รอยบิ่นจากการเชื่อม
การเปรียบเทียบพื้นผิว การเคลือบผิว
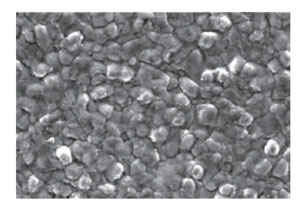
การเคลือบผิว ธรรมดา
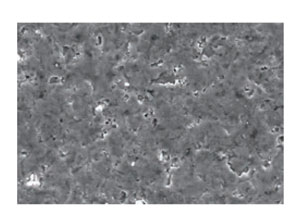
การเคลือบผิว สีดำสนิทเป็นพิเศษ
ข้อมูลประสิทธิภาพ/การทดสอบ
วัสดุชิ้นงาน: SCM440
เส้นผ่านศูนย์กลางคัตเตอร์: DCX=⌀63 mm
ความเร็วในการตัด: vc = 150 ม./นาที
อัตราการป้อน: fz = 1.5 มม./ตัน
ความลึกของการตัด: ap = 1.5 มม.
ตัดความกว้าง: ae = 31.5 mm
แบบหล่อ การตัดแต่งขึ้นรูปด้วยเครื่องจักร: ใบมีดลบคม เดี่ยว
สภาวะการตัดเฉือนที่ทำให้เกิดการเริ่มตัดด้วย โหลดไฟฟ้า กะทันหัน
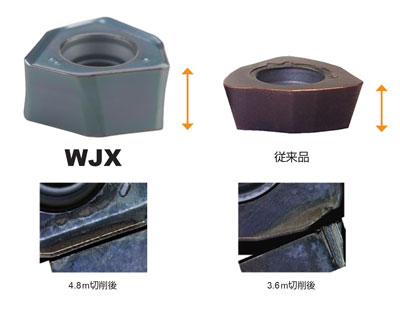
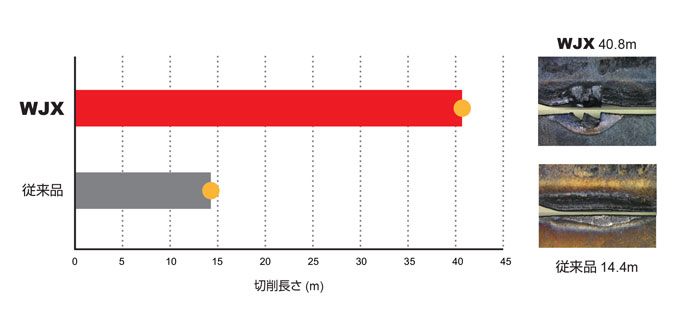
เหล็กหล่อเหนียว เหนียว FCD700 การเปรียบเทียบความต้านทานการขัดถู
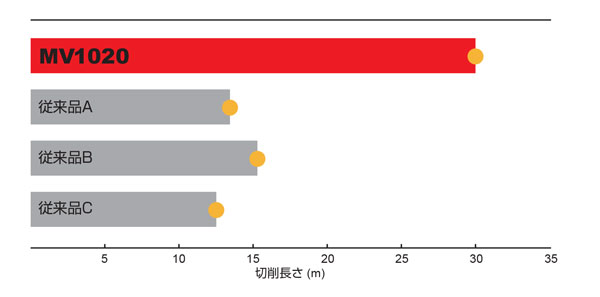
วัสดุชิ้นงาน: FCD700
เครื่องมือ ที่ใช้: WJX14
อินเสิร์ท: JOMU140715ZZER-M
ความเร็วในการตัด: vc = 220 ม./นาที
อัตราการป้อน: fz = 1.0 มม./ตัน
ความลึกของการตัด: ap = 1.0 มม.
ตัดความกว้าง: ae = 45 mm
โหมด ตัด: การตัดแบบขลุ่ยเดี่ยวแบบแห้ง

MV1020 (30.4 ม.)

ผลิตภัณฑ์ ทั่วไป A (13.6 ม.)
ผลิตภัณฑ์ ทั่วไป B (15.2 ม.)

ผลิตภัณฑ์ ทั่วไป C (12.8 ม.)
เหล็กกล้าอัลลอย/เหล็กกล้าผสม SCM440 การเปรียบเทียบความต้านทานการขัดถู
MC7020 มีความทนทานต่อการสึกหรอของหลุมอุกกาบาตที่ดีเยี่ยมในระหว่างการ การตัดแต่งขึ้นรูปด้วยเครื่องจักร ด้วยความเร็วสูง
วัสดุชิ้นงาน: SCM440
เส้นผ่านศูนย์กลางคัตเตอร์: DCX=⌀63 mm
อินเสิร์ท: JOMU140715ZZER-M
ประเภทวัสดุ: MC7020
ความเร็วในการตัด: vc = 230 ม./นาที
อัตราการป้อน: fz = 1.5 มม./ตัน
ความลึกของการตัด: ap = 1.5 มม.
ตัดความกว้าง: ae = 45 mm
โหมด ตัด: การตัดแบบขลุ่ยเดี่ยวแบบแห้ง
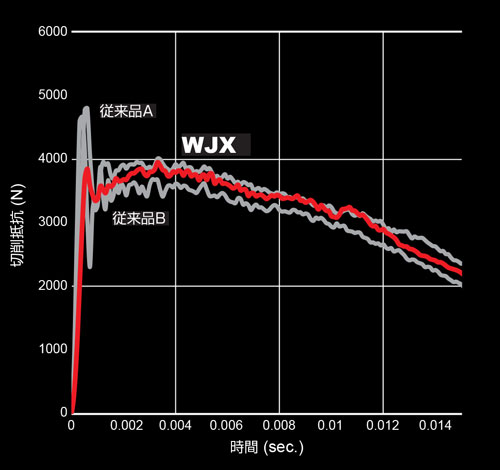
เหล็กกล้าอัลลอย/เหล็กกล้าผสม SCM440: เปรียบเทียบแรงตัด
WJX สามารถลดโหลดบนสปิน แกนหมุน ลหลักได้เนื่องจากแรงตัดต่ำ
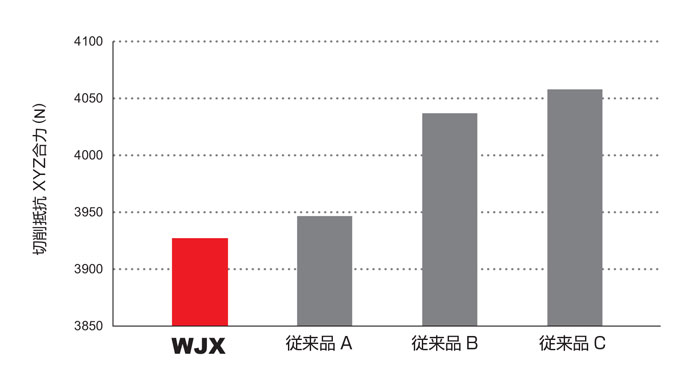
วัสดุชิ้นงาน: SCM440
เส้นผ่านศูนย์กลางคัตเตอร์: DCX=⌀63 mm
อินเสิร์ท: JOMU140715ZZER-M
ประเภทวัสดุ: VP15TF
ความเร็วในการตัด: vc = 150 ม./นาที
อัตราการป้อน: fz = 1.0 มม./ตัน
ความลึกของการตัด: ap = 2.0 มม.
ตัดความกว้าง: ae = 45 mm
โหมด ตัด: การตัดแบบขลุ่ยเดี่ยวแบบแห้ง
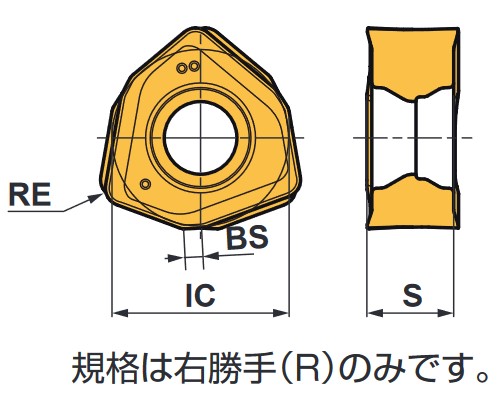
Drawing
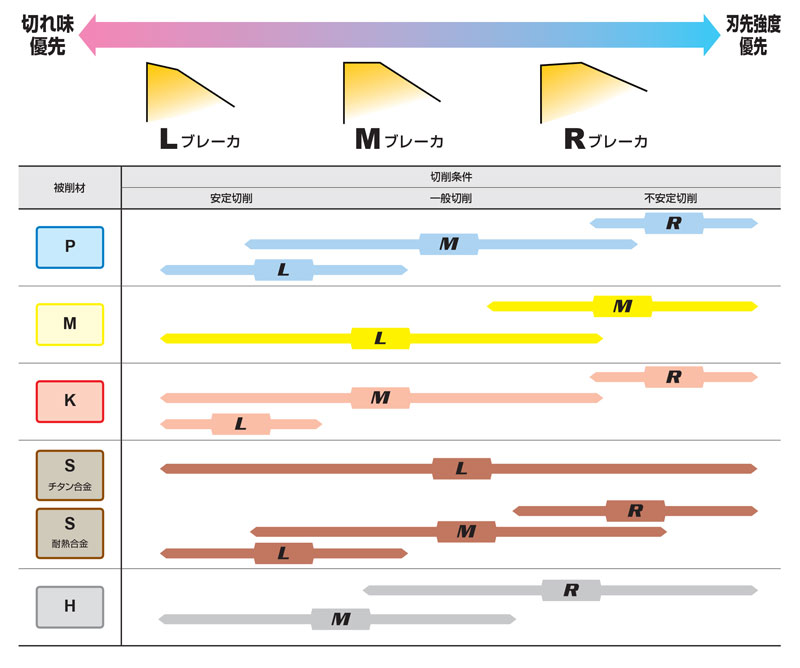
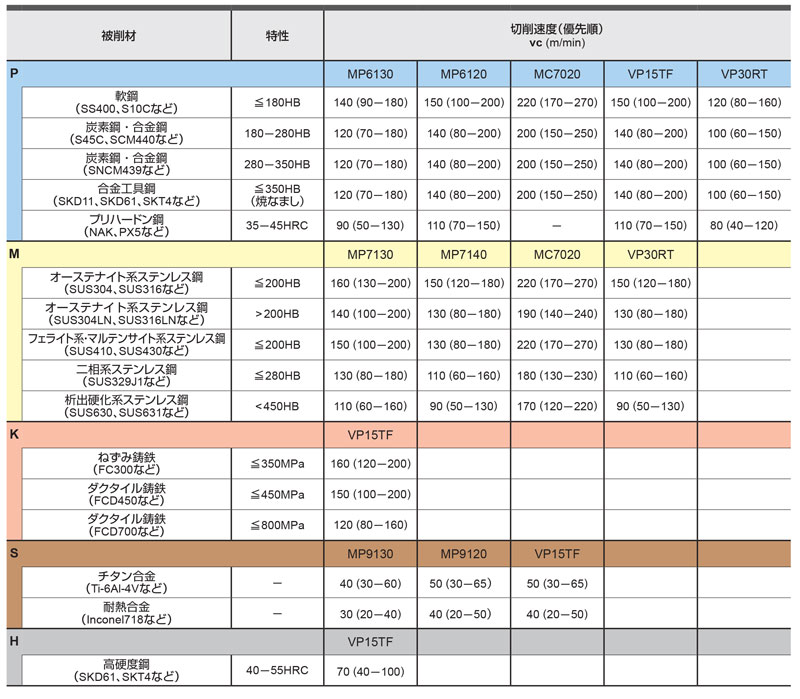
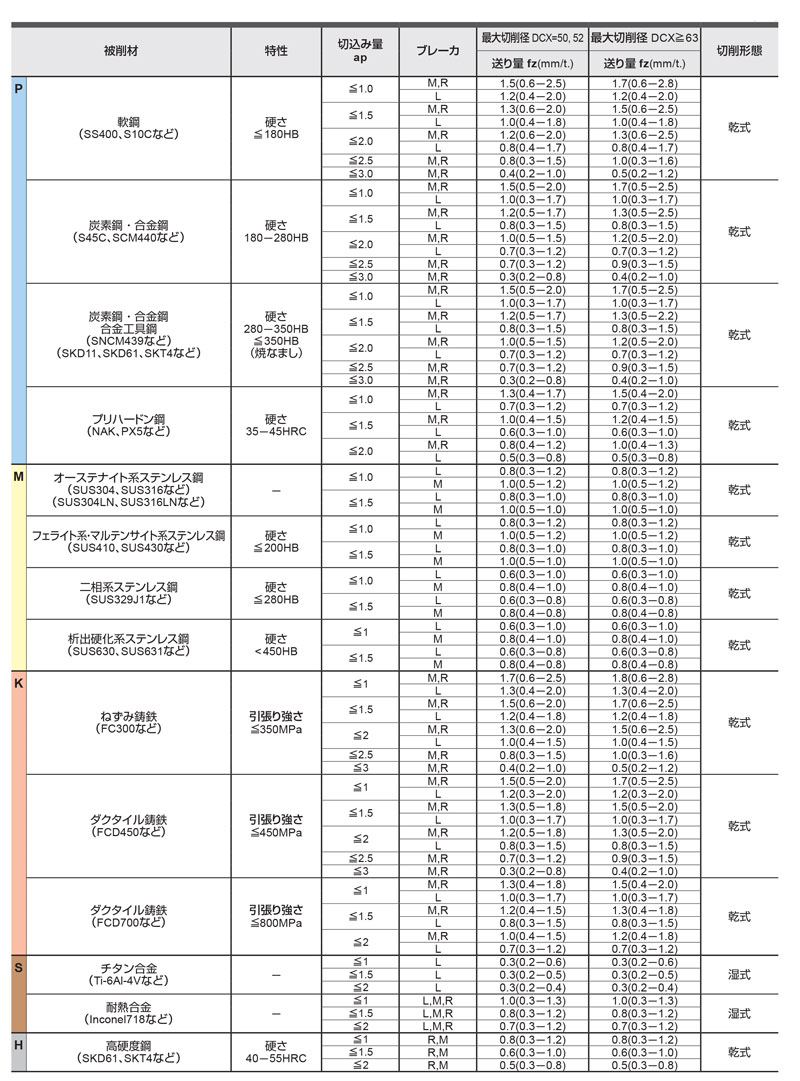
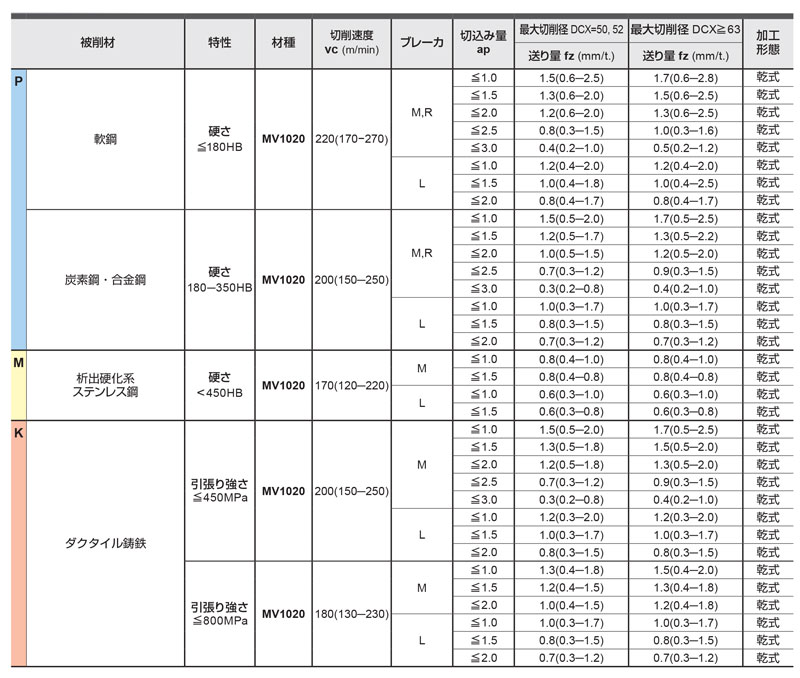
เงื่อนไขการตัดที่แนะนำ
โต๊ะวางชิ้นงาน สภาพการตัดที่แนะนำ
ปัจจัย แก้ไขตาม ความเบี่ยงเบนเนื่องจากการหมุน ของ เครื่องมือ
โปรดใช้โดยการคูณเงื่อนไขการตัดที่แนะนำด้วย ปัจจัย การแก้ไขสำหรับค่า ความเบี่ยงเบนเนื่องจากการหมุน ศูนย์ของ เครื่องมือ แต่ละอย่าง

DCON = เส้นผ่านศูนย์กลางการติดตั้ง (เส้นผ่านศูนย์กลาง ก้าน)
ความเร็วในการตัด (การตัดแบบแห้ง)
ระยะกินลึกและอัตราป้อน
รัศมีกระจายของ เม็ดมีด มีดสองด้านสำหรับการกัดอัตราป้อนสูง
เงื่อนไขการตัดที่แนะนำ MV1020
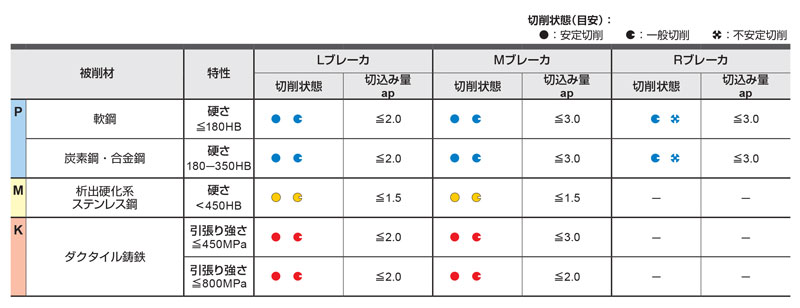
การเลือกร่องคาย ชิป IC ที่เหมาะสม
ขีด จำกัด การ การตัดแต่งขึ้นรูปด้วยเครื่องจักร ตาม แบบหล่อ
กระโจน
การเจาะเกลียว
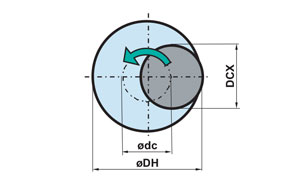
วิธี คลองเลื่อย วิถีศูนย์ เครื่องมือ
⌀dc (วิถีศูนย์กลาง เครื่องมือ) = ⌀DH (เส้นผ่านศูนย์กลางรูที่ต้องการ)- DCX (เส้นผ่านศูนย์กลางตัดสูงสุด)
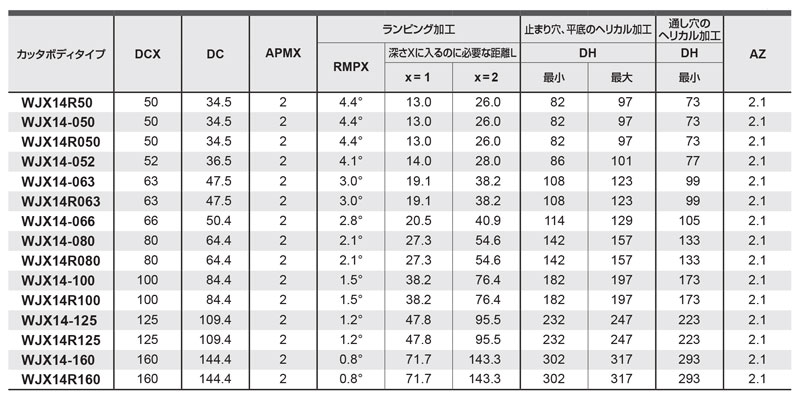
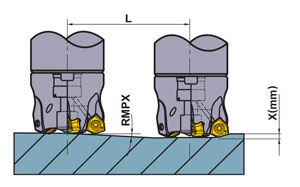
DCX = เส้นผ่านศูนย์กลางการตัดสูงสุด, APMX = ระยะกินลึกสูงสุด, DC = เส้นผ่านศูนย์กลางการตัด, RMPX = มุม ลาดสูงสุด , DH = เส้นผ่านศูนย์กลางรูที่ต้องการ, AZ = ความลึกการเจาะสูงสุด
ข้อควรระวังสำหรับสภาวะการตัดเฉือน
ความเร็วในการตัด (การตัดแบบแห้ง)
*1) ขอแนะนำให้ใช้ลมเป่าเพื่อการจ่าย เศษตัด ที่เชื่อถือได้ หากความสามารถในการคายเศษของ เศษตัด โดยการเป่าลมต่ำ ให้ดำเนินการตัดแบบเปียก
*2) การตัดแบบเปียกอาจทำให้ อายุการใช้งาน การใช้งานสั้นลงมากกว่าการตัดแบบแห้ง สำหรับความเร็วตัด ให้คูณค่าของ โต๊ะวางชิ้นงาน ด้านบนด้วย 0.75
*3) หากเกิดการสั่นสะท้านขนาดใหญ่ ให้ลดระยะกินลึก อัตราป้อนต่อ ฟัน ตัด และความเร็วตัดตามลำดับ
*4) สำหรับการตัดแบบขัดจังหวะ ให้คูณความเร็วตัดใน โต๊ะวางชิ้นงาน ความเร็วตัดด้วย 0.8 และอัตราการป้อนต่อ ฟัน ตัดประมาณ 0.8
ระยะกินลึกและอัตราป้อน
*1) ขอแนะนำให้ใช้ลมเป่าเพื่อการจ่าย เศษตัด ที่เชื่อถือได้ หากความสามารถในการคายเศษของ เศษตัด โดยการเป่าลมต่ำ ให้ดำเนินการตัดแบบเปียก
*2) หากเกิดการสั่นสะท้านขนาดใหญ่ ให้ลดระยะกินลึก อัตราป้อนต่อ ฟัน ตัด และความเร็วตัดตามลำดับ
*3) เมื่อตัดเป็นช่วงๆ ให้คูณความเร็วตัดใน โต๊ะวางชิ้นงาน ความเร็วตัดด้วย 0.8 และอัตราการป้อนต่อ ฟัน ใน โต๊ะวางชิ้นงาน ด้านบนประมาณ 0.8
*4) หากต้องการ คลองเลื่อย ap มากกว่า 2 มม. ให้หลีกเลี่ยงการ การตัดแต่งขึ้นรูปด้วยเครื่องจักร ใกล้กับกำแพงหรือการลาดเอียง
การเลือกร่องคาย ชิป IC ที่เหมาะสม
*1) ขอแนะนำให้ใช้ลมเป่าเพื่อการจ่าย เศษตัด ที่เชื่อถือได้ หากความสามารถในการคายเศษของ เศษตัด โดยการเป่าลมต่ำ ให้ดำเนินการตัดแบบเปียก
*2) การตัดแบบเปียกอาจทำให้ อายุการใช้งาน การใช้งานสั้นลงมากกว่าการตัดแบบแห้ง สำหรับความเร็วตัด ให้คูณค่าของ โต๊ะวางชิ้นงาน ด้านบนด้วย 0.75
*3) หากเกิดการสั่นสะท้านขนาดใหญ่ ให้ลดระยะกินลึก อัตราป้อนต่อ ฟัน ตัด และความเร็วตัดตามลำดับ
*4) เมื่อตัดเป็นช่วงๆ ให้คูณความเร็วตัดใน โต๊ะวางชิ้นงาน ความเร็วตัดด้วย 0.8 และอัตราการป้อนต่อ ฟัน ใน โต๊ะวางชิ้นงาน ด้านบนประมาณ 0.8
*5) หากต้องการ คลองเลื่อย ap มากกว่า 2 มม. ให้หลีกเลี่ยงการ การตัดแต่งขึ้นรูปด้วยเครื่องจักร ใกล้กับกำแพงหรือการลาดเอียง
ขีด จำกัด การ การตัดแต่งขึ้นรูปด้วยเครื่องจักร ตาม แบบหล่อ
*1) ในระหว่างการกัดไล่ระดับและการกัดแบบเฮลิคอล ให้ลดอัตราการป้อนต่อ ฟัน ตัด
*2) โปรดใช้ความระมัดระวังเกี่ยวกับความปลอดภัย เนื่องจากเศษตัดที่ยาวต่อเนื่องอาจกระจัดกระจายระหว่างการกัดลาดและการกัดแบบเฮลิคอล โดยเฉพาะอย่างยิ่งการเจาะ
"การกัดเฮลิคอล" เพื่อให้ได้ก้นแบนในการกัดเฮลิคอล จำเป็นต้องถอด "คอร์/แกน" ที่สร้างขึ้นบน วัสดุชิ้นงาน ใน เส้นทาง การตัดแต่งขึ้นรูปด้วยเครื่องจักร ขั้นสุดท้าย
ในการกัดเฮลิคอล โปรดใช้ความระมัดระวังเพื่อให้ระยะกินลึกต่อรอบไม่เกินระยะกินลึกสูงสุด APMX
"การเจาะ" เมื่อเจาะ ให้ คลองเลื่อย อัตราป้อนต่อรอบใน ตามแนวแกน เป็น 0.2 มม./รอบ หรือน้อยกว่า
วัสดุชิ้นงาน ใช้ งานได้
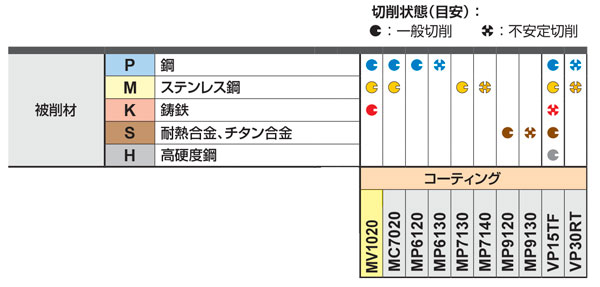
ข้อมูลช่วยในการเลือก
เม็ดมีด มีดประเภทที่ครอบคลุม วัสดุ การทำงาน วัสดุ
ระบบ เบรกเกอร์ ชิป IC