หัวกัดอเนกประสงค์ด้ามตรง PMD SS สำหรับซีรีส์ Phoenix

ข้อควรระวัง
รายละเอียดสินค้า
[คุณสมบัติ]
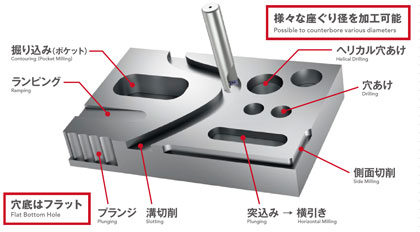
· รองรับสภาวะการตัดเฉือนที่หลากหลาย
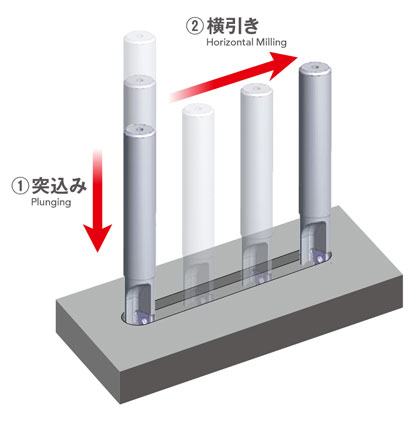
· การใช้อินเสิร์ท (เม็ดมีด) เกลียว 2 แบบ (แยกจำหน่าย) ช่วยให้ทำงานด้วยวิธี "การกัดแนวดิ่งและการกัดแนวนอน" ได้อย่างต่อเนื่อง
· ให้ประสิทธิภาพการหักเศษในการตัดเฉือนรู
· มีอินเสิร์ทเกลียวต่าง ๆ ให้เลือกตามความเหมาะสมของงานตัดเฉือน
คุณสมบัติและข้อมูลจำเพาะของผลิตภัณฑ์
ข้อมูลจำเพาะ และคุณสมบัติพื้นฐานของ ผลิตภัณฑ์
■ รองรับสภาวะการตัดเฉือนที่หลากหลาย
■ การใช้อินเสิร์ท (เม็ดมีด) เกลียว 2 แบบ ช่วยให้ทำงานด้วยวิธี "การกัดแนวดิ่งและการกัดแนวนอน" ได้อย่างต่อเนื่อง

ให้ประสิทธิภาพในการหักเศษที่ยอดเยี่ยมจึงทำการตัดเฉือนได้อย่างน่าเชื่อถือและไร้ปัญหา
ใช้อินเสิร์ทแบบเกลียวชนิดเดียวกันกับหัวกัดเคาน์เตอร์บอร์ PZAG

อายุการใช้งานยาวนานอย่างน่าเชื่อถือโดยปราศจากแรงสั่นสะท้านเนื่องจากความแข็งแรงสูงและขอบตัดคม
ใช้อินเสิร์ทเกลียวแบบเดียวกันกับหัวกัดบ่าฉาก PSE
■ รูก้นหลุมแบน

■ ประสิทธิภาพการหักเศษสูงในการตัดเฉือนหลุม

■ มีอินเสิร์ทเกลียวต่าง ๆ ให้เลือกตามความเหมาะสมของงานตัดเฉือน

ข้อมูลประสิทธิภาพ/การทดสอบ
Drawing
มีรูหยอดน้ำมัน
ลักษณะการตัดที่แนะนำ
ตารางลักษณะการตัดที่แนะนำ
- สภาวะการตัดนี้อธิบายความเร็วรอบ อัตราป้อน และปริมาณการตัดสำหรับวัสดุงานแต่ละชนิด (เหล็กกล้าทั่วไป, เหล็กกล้าอัลลอย, เหล็กอบร้อน, เหล็กความแข็งสูง, สแตนเลส, อลูมิเนียม, เหล็กหล่อ ฯลฯ) โดยอิงจากสภาวะที่แนะนำของผู้ผลิต
- สภาวะการตัดเฉือนที่เหมาะสมจะแตกต่างกันไปตามสภาพแวดล้อมในการตัดเฉือน (เครื่องมือกล ตัวจับยึดเครื่องมือ ฯลฯ) ดังนั้น โปรดตรวจสอบสภาวะการตัดเฉือน (พื้นผิวกลึง การสั่นสะท้าน ฯลฯ) และให้ทำการแก้ไขระหว่างการใช้งาน
■ การกัดข้าง / การกัดร่อง
- กรุณาคำนวณด้วยใบมีด 1 ใบสำหรับการกัดแนวนอน

■ การตัดเฉือนรู (สำหรับเคาน์เตอร์บอร์และการกัดแนวดิ่ง)
ข้อควรระวังเกี่ยวกับลักษณะการตัด
- ตารางสภาวะด้านบนแสดงค่าที่แนะนำสำหรับประเภทด้ามสั้น สำหรับชนิดด้ามยาว ลดความเร็วตัดที่แสดงในตารางสภาวะด้านบนให้เหลือ 80%
1. ตารางสภาวะการตัดเฉือนมาตรฐานนี้ใช้กับการตัดเฉือนโดยใช้น้ำมันหล่อเย็นที่ละลายน้ำได้
2. ตารางสภาวะการตัดเฉือนมาตรฐานนี้แสดงค่าทั่วไปของความเร็วตัดจริง โปรดปรับให้เหมาะสมตามสภาพแวดล้อมการตัดเฉือนจริง
3. ขจัดรอยขีดข่วนและสิ่งสกปรกออกก่อน แล้วติดตั้งอินเสิร์ทเกลียวให้แน่น
4. ยึดวัสดุชิ้นงานให้แน่นเพื่อไม่ให้เสียรูป โค้งงอ หรือสั่นสะท้าน
■ ตั้งค่ามุมเอียงสูงสุดสำหรับการกัดไล่ระดับและการเจาะแบบเฮลิคัล 3° หรือน้อยกว่า
วัสดุที่รองรับการใช้งาน
| วัสดุอินเสิร์ท | เบรกเกอร์ | น้ำยาหล่อเย็น | P | M | K | N | S | H | |
|---|---|---|---|---|---|---|---|---|---|
| สำหรับปลายคมตัด อินเสิร์ท | XP8030 | — | มี | ◎ | ◎ | ○ | ○ | ○ | ○ |
| สำหรับใบมีดด้านนอก อินเสิร์ท | CK010 | NM | มี | — | — | — | ◎ | — | — |
| XC3020 | GL GM GR | ไม่มี | ◎ | — | ○ | — | — | — | |
| XP3025 | GL GM GR | มี | ◎ | — | ○ | — | — | — | |
| XC3030 | GL GM GR | ไม่มี | ◎ | — | ○ | — | — | — | |
| XP3035 | GL GM | ไม่มี | ◎ | ○ | ○ | — | — | — | |
| มี | ◎ | ○ | ○ | — | — | — | |||
| XP2025 | GL GM | มี | ○ | ◎ | — | — | ○ | — | |
| XP2040 | GL GM | ไม่มี | ○ | ○ | — | — | — | ○ | |
| มี | ○ | ◎ | — | — | ○ | — | |||
| XC1015 | GM GR | ไม่มี | — | — | ◎ | — | — | — | |
| XC5035 | SM | ไม่มี | — | ◎ | — | — | — | — | |
| มี | — | ○ | — | — | ○ | — | |||
| XC5040 | SM | มี | — | ○ | — | — | ◎ | — | |
| XP6015 | HR | ไม่มี | ○ | — | ○ | — | — | ◎ | |
◎ วัสดุแนะนำอันดับแรก○วัสดุแนะนำอันดับสอง
NM: สำหรับอลูมิเนียมอัลลอยด์ GL: สำหรับการตัดเบา GM: สำหรับการตัดปานกลาง GR: สำหรับงานตัดหนัก HR: สำหรับเหล็กความแข็งสูง SM: สำหรับโลหะผสมทนความร้อน