ไมโครมิเตอร์แบบเครื่องนับ

แบรนด์ :
NIIGATA SEIKI (SK)
ข้อควรระวัง
รายละเอียดสินค้า
ไมโครมิเตอร์พร้อมการอ่านค่าง่ายเพื่อป้องกันอ่านค่าผิดพลาดด้วยจอแสดงผล แบบกลไก
[คุณสมบัติ]
·สามารถใช้สำหรับการวัดขนาด ขนาดภายนอก และรวมถึง ปลาย คาร์ไบด์ บน พื้นผิว การวัด
·ติดตั้งอุปกรณ์ แรงกด คงที่
· กรอบมีการทาสี
· MC122-50C พร้อมแกนอ้างอิง
[การประยุกต์ใช้งาน]
·การวัดชิ้นส่วน วัตถุ ขนาดเล็ก ฯลฯ
คุณสมบัติ
● สูตรการนับที่ช่วยให้มองเห็นค่าตัวเลขได้ง่าย● พื้นผิว การวัดมี ปลาย คาร์ไบด์
● มีฝาปิดกัน ทนความร้อน
● โครงมีการชุบ
การใช้
● การวัดขนาดภายนอกสเปค
● SPQ (ชิ้น): 1● อุปกรณ์ แรงกด คงที่: ตัวหยุด หัวหมุนกระทบเลื่อน
● การวัด รูปทรง พื้นผิว : รุ่นมาตรฐาน (พร้อม ปลาย โลหะผสม คาร์ไบด์ ซีเมนต์ )
หลักการของ Abbe คืออะไร
ใน ภาพ 1 วัตถุที่เกลี่ยและที่วัดได้จะอยู่ในแนวเดียวกัน
เปรียบเทียบกับ ภาพ 2 การจัดตำแหน่งเป็น o ภาพ 1 สร้างข้อผิดพลาดน้อยกว่า
สำหรับความชันของส่วนเลื่อนและนี่คือหลักการของ Abbe

เปรียบเทียบกับ ภาพ 2 การจัดตำแหน่งเป็น o ภาพ 1 สร้างข้อผิดพลาดน้อยกว่า
สำหรับความชันของส่วนเลื่อนและนี่คือหลักการของ Abbe

โครงสร้างของเวอร์เนียร์คาลิเปอร์ ตรงข้ามกับหลักการของ Abbe ดังนั้น สไลเดอร์ จะ
ได้รับการวัด ความดัน ช่องว่าง (กวาดล้าง) จะถูกสร้างขึ้น
หากมี avgap มันจะสร้างแรงที่ตรงกันข้ามกับการวัด
ทิศทาง เขี้ยว จะไม่ขนานและความผิดพลาดจะมากขึ้นเมื่อมัน
เคลื่อนที่ไปยังวัตถุวัด
โครงสร้างไมโครมิเตอร์ส่วนใหญ่ทำขึ้นตามหลักการของ Abbe
มันจะไม่มีข้อผิดพลาดในการวัดเช่นเวอร์เนียร์คาลิเปอร์
* โดยปกติ แรงกด การวัดของเวอร์เนียร์คาลิปเปอร์คือ 0.98 ถึง 1.47 N/ m² (ประมาณ 100 g ถึง 150 g)
ได้รับการวัด ความดัน ช่องว่าง (กวาดล้าง) จะถูกสร้างขึ้น
หากมี avgap มันจะสร้างแรงที่ตรงกันข้ามกับการวัด
ทิศทาง เขี้ยว จะไม่ขนานและความผิดพลาดจะมากขึ้นเมื่อมัน
เคลื่อนที่ไปยังวัตถุวัด
โครงสร้างไมโครมิเตอร์ส่วนใหญ่ทำขึ้นตามหลักการของ Abbe
มันจะไม่มีข้อผิดพลาดในการวัดเช่นเวอร์เนียร์คาลิเปอร์
* โดยปกติ แรงกด การวัดของเวอร์เนียร์คาลิปเปอร์คือ 0.98 ถึง 1.47 N/ m² (ประมาณ 100 g ถึง 150 g)
ไมโครมิเตอร์คืออะไร
เหมือนกับคาลิปเปอร์ไมโครมิเตอร์เป็นหนึ่งในชนิดของ
เครื่องมือ วัดยอดนิยม

เครื่องมือ วัดยอดนิยม

มิเตอร์วัดไฟ
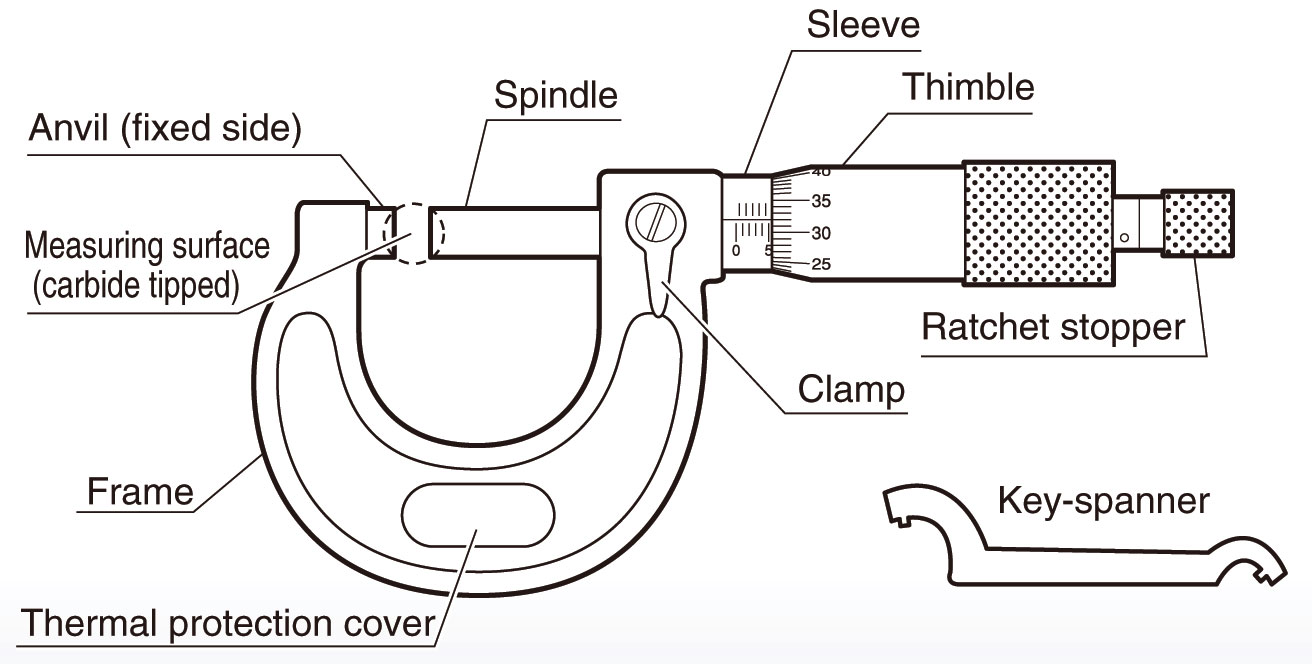
ใน ภาพ ด้านล่าง เฟรม ของ หัว ไมโครมิเตอร์มีปลายทั้งสองด้าน
ซึ่งรวมถึงทั่งและ แกนหมุน
โดยปกติแล้วการหมุนของปลอกนิ้วทุกครั้งจะอยู่ที่ 0.5 มม. และปลอกนิ้วนั้นจะเกลี่ยได้ 50
การแบ่งเท่า ๆ กันซึ่งให้ การวัดสูงถึง 0.01 มม. ในตอนท้ายของ
ปลอกนิ้วนั้นเป็น สต๊อปเปอร์ เฟืองวงล้อ (อุปกรณ์ทดสอบ ความดัน) ให้ค่าคงที่
ความดัน
ใน ภาพ ด้านล่าง เฟรม ของ หัว ไมโครมิเตอร์มีปลายทั้งสองด้าน
ซึ่งรวมถึงทั่งและ แกนหมุน
โดยปกติแล้วการหมุนของปลอกนิ้วทุกครั้งจะอยู่ที่ 0.5 มม. และปลอกนิ้วนั้นจะเกลี่ยได้ 50
การแบ่งเท่า ๆ กันซึ่งให้ การวัดสูงถึง 0.01 มม. ในตอนท้ายของ
ปลอกนิ้วนั้นเป็น สต๊อปเปอร์ เฟืองวงล้อ (อุปกรณ์ทดสอบ ความดัน) ให้ค่าคงที่
ความดัน
ส่วนต่างๆของไมโครมิเตอร์


ประเภทของ ไมโครมิเตอร์
 |  |
| • ไมโครมิเตอร์มาตรฐาน สำหรับการวัดภายนอก | • เหล็กแผ่นรูปตัวยูไมโครมิเตอร์ สำหรับการวัดความหนาของแผ่นเหล็กกล้า |
 |  |
| • สไปลน์ ไมโครมินเตอร์ เพื่อสะดวกในการวัดร่องของ เพลาสไปลน์ | • ดิสก์ไมโครมิเตอร์ หัว เกจวัด รูปทรง จานขัด เหมาะสำหรับ การวัดความยาว โคนฟัน สัมผัสของ เฟือง/เกียร์ |
 |  |
| • ใบมีดลบคมไมโครมิเตอร์ พื้นผิว การวัดเป็นประเภท ใบมีดลบคม เหมาะสำหรับวัดร่อง เส้นผ่านศูนย์กลาง เพลา ฯลฯ | • ไมโครมิเตอร์หน้ากลม ด้านทั่งของ หัว เกจวัด เป็นทรงกลม รูปทรง สมบูรณ์แบบสำหรับการวัดผนัง ความหนาของ ท่อเหล็ก |
 | • ไมโครมิเตอร์จุด เหมาะสำหรับวัดความหนาของ เว็บจีบ ฯลฯ |
วิธีการอ่านไมโครมิเตอร์
วิธีการอ่านการเกลี่ย
| • ตัวอย่างของการอ่านการเกลี่ย | |
 | * โดยปกติ ค่า การอ่านของรูปภาพซ้าย ถึง 0.01 มม. ค่า การอ่านของภาพลดลง วัดด้วยตาได้ถึง 0.001 (1µm) |
 | |
| ค่า อ่านสำหรับปลอกเท่ากับ 7.0 มม. ค่า การอ่านสำหรับปลอกมือเท่ากับ 0.37 มม. และ ค่า วัดได้คือ 7.37 มม. | |
ทั้งส่วนบนและส่วนล่างของปลอกได้รับการเกลี่ย
- ส่วนล่างมีหน่วย 1 มม. การเกลี่ยส่วนบนมีระดับระหว่าง
หน่วย 1 มม. แสดงการเกลี่ย 0.5 มม. - การอ่านการเกลี่ยเป็นเรื่องง่าย อย่างไรก็ตามสายการเกลี่ยที่ปลอกอาจเป็นเรื่องยาก
ในการอ่านโดยเฉพาะอย่างยิ่งเส้น 0.5 มม. ส่วนบน โปรดอ่านอย่างละเอียด
ไมโครดิจิตอลกำลังได้รับความนิยมมากขึ้น
วิธีการใช้ ไมโคร มิเตอร์
หมุนปลอกนิ้วของเครื่องนับตามเข็มนาฬิกาเพื่อดึงวัตถุที่ต้องการวัดด้วยทั่ง (ด้าน xed) และ แกนหมุน จากนั้นหมุนรอบเดินเบาให้ สต๊อปเปอร์ เฟืองวงล้อ
1 ถึง 3 ครั้งสำหรับการวัด
* การใช้ สต๊อปเปอร์ เฟืองวงล้อ สามารถเพิ่ม ความดัน วัดได้

* ตัวอย่างการวัดสำหรับไมโครมิเตอร์ดิจิตอล
ส่วนต่างๆของไมโครมิเตอร์
การปรับไมโครมิเตอร์
วิธีการ ตั้งค่า 0 ตำแหน่ง (ในสถานการณ์ 0 ถึง 25) | 01 การทำความสะอาด พื้นผิว วัด เพื่อรักษาพื้นผิวการวัดของทั่งและแกนหมุนให้สะอาดให้ค่อย ๆ จับกระดาษสะอาดระหว่างพื้นผิวการวัดทั้งสองจากนั้นปล่อยแกนหมุนหลวม ๆ เพื่อนำกระดาษออก * ฝุ่นถูกดึงดูดไปยัง กระดาษ บางประเภทได้อย่างง่ายดาย อย่าบีบ กระดาษ ออก | |
 | 02 การเปลี่ยน เฟืองวงล้อ ในการปรับ ความดัน การวัดเป็นสิ่งสำคัญมาก รอบเดินเบา สต๊อปเปอร์ เฟืองวงล้อ 1 ถึง 3 ครั้ง | |
 | 03 การแก้ไข แคลมป์ยึด ใน ภาพ การเกลี่ย 0 มีประมาณ5μม. ส่วนเบี่ยงเบนและจะต้องได้รับการแก้ไข แคลมป์ยึด ใช้ในการ ตั้งค่า แกนหมุน ในตำแหน่งที่ถูกต้อง | |
 | ||
 | 04 ใส่ใน กุญแจ – ประแจ ปลอกที่ด้านหลังของ แคลมป์ยึด มีรู ใส่ กุญแจ - ประแจเข้าไปในรูและปรับเป็น 0 หากใส่ประแจไม่ถูกต้องมันจะคลายประแจและหยุดการเกลี่ย โปรดระวัง | |
 | 05 0 ตำแหน่ง นี่คือตำแหน่งที่ถูกต้อง 0 เวลาอ่านแผ่นวงกลมสำหรับวัดเครื่องมือหรือมุมทางตั้งและทางแนวนอนตาควรมองตรงไปที่มุมทางตั้งและทางแนวนอนมีข้อผิดพลาด 2 ถึง 3µm จะเกิดขึ้น ถ้ามันไม่ได้อ่านโดยตรง | |
 | 06 ยืนยัน ความแม่นยำ (ใช้ขาตั้งไมโครมิเตอร์) * เนื่องจากการหมุนด้วย สกรู ข้อผิดพลาดจะเกิดขึ้นที่ พิทช์ ของสกรู ต้องแน่ใจว่าอยู่ที่ ตำแหน่ง 0 ถือไมโครมิเตอร์พร้อมขาตั้งไมโครมิเตอร์ | |
 | 07 ยืนยัน ความแม่นยำ (คลิป เกจบล็อก เปิด) หากต้องการคลิกเกจบล็อก ตรวจสอบให้แน่ใจว่าขนาดและเกจบล็อกและการเกลี่ยในไมโครมิเตอร์นั้นเหมือนกัน | |
 | ||