เพลาเชิงเส้น ปลายด้านหนึ่ง ชนิดมีรูต๊าปเกลียว

แบรนด์ :
MISUMI
ข้อควรระวัง
- เกี่ยวกับการเปลี่ยนแปลง ปัจจุบันประเทศไทยสามารถเสนอการแก้ไขเฉพาะสำหรับ 'LKC' เท่านั้น เราไม่สามารถรองรับการเปลี่ยนแปลงผลิตภัณฑ์อื่นๆ ได้ในขณะนี้
รายละเอียดสินค้า
นี่คือสินค้าราคาประหยัด ที่ราคาถูกกว่าสินค้าพื้นฐานของ MISUMI
ภาพรวมผลิตภัณฑ์
เพลาเชิงเส้นสำหรับลิเนียร์ไกด์เป็นผลิตภัณฑ์เพลาความแม่นยำสูงที่สามารถใช้งานร่วมกับลิเนียร์บุชชิ่งและผลิตภัณฑ์ประเภทบุชชิ่งอื่น ๆ ได้ พวกเขาไม่เพียงแต่มีความทนทานต่อการสึกหรอที่ยอดเยี่ยมเท่านั้น แต่ยังมีตัวเลือกการกลึงเพิ่มเติมที่หลากหลายอีกด้วย
ดรออิ้งบอกขนาด

ภาพรวม สเปค
| ชนิด |  วัสดุ วัสดุ |  ความแข็ง ความแข็ง |  กระบวนการเตรียมผิว กระบวนการเตรียมผิว | D (มม.) | L (มม.) | |
| มาตรฐาน | ||||||
| ค่าพิกัดความเผื่อ D g7 | ค่าพิกัดความเผื่อ D f8 | |||||
| E-SFJT | — | S45C หรือ GCr15 | ชุบแข็งด้วยความถี่สูง สำหรับความลึกของชั้นชุบแข็งที่มีประสิทธิภาพ>>ดูรายละเอียดได้ที่ (PDF) S45C หรือ GCr15 55HRC~ SUS440C หรือเหล็กกล้าความแข็งสูงที่ทนทานต่อการกัดกร่อน 53HRC or more | — | 4 ถึง 50 | 20 ถึง 1500 |
| E-SSFJT | — | SUS440C หรือเหล็กกล้าความแข็งสูงที่มีความทนทานต่อการกัดกร่อน | ||||
| E-PSFJT | — | S45C หรือ GCr15 | ชุบผิวโครเมี่ยมอย่างแข็ง ความแข็งของการชุบผิว: 750HV~ ความหนาของการชุบผิว: 3μ หรือมากกว่า | |||
| E-PSSFJT | — | SUS440C หรือเหล็กกล้าความแข็งสูงที่มีความทนทานต่อการกัดกร่อน | ||||
| — | E-PSFGT | เทียบเท่า S45C | — | การชุบผิวฮาร์ดโครม ความแข็งของการชุบผิว: 750HV~ ความหนาของการชุบผิว: 10μ หรือมากกว่า | ||
 บริเวณปลายเพลาที่ผ่านการแปรรูป (ความยาวเกลียวที่ใช้งานได้ + ประมาณ 10 มม.) อาจมีความแข็งลดลงเนื่องจากผลของการอบอ่อนจากกระบวนการแปรรูปหากมีข้อกำหนดในการป้องกันสนิม โปรดให้ความสำคัญเป็นอันดับแรกกับสินค้าที่ผ่านกระบวนการเตรียมผิวด้วยการชุบฮาร์ดโครมหากใช้งานร่วมกับลิเนียร์บุชชิ่ง กรุณาเลือกสินค้าที่ผ่านการชุบแข็งด้วยความถี่สูงO.D. 35, 40 และ 50 ใช้ได้เฉพาะกับ E-PSFJT เท่านั้นO.D. 4 และ 5 ไม่สามารถใช้กับ E-PSFGT ได้
บริเวณปลายเพลาที่ผ่านการแปรรูป (ความยาวเกลียวที่ใช้งานได้ + ประมาณ 10 มม.) อาจมีความแข็งลดลงเนื่องจากผลของการอบอ่อนจากกระบวนการแปรรูปหากมีข้อกำหนดในการป้องกันสนิม โปรดให้ความสำคัญเป็นอันดับแรกกับสินค้าที่ผ่านกระบวนการเตรียมผิวด้วยการชุบฮาร์ดโครมหากใช้งานร่วมกับลิเนียร์บุชชิ่ง กรุณาเลือกสินค้าที่ผ่านการชุบแข็งด้วยความถี่สูงO.D. 35, 40 และ 50 ใช้ได้เฉพาะกับ E-PSFJT เท่านั้นO.D. 4 และ 5 ไม่สามารถใช้กับ E-PSFGT ได้การปรับแต่ง
| การปรับแต่ง | รหัส | สเปค | ||
เปลี่ยนความเผื่อมิติ L (เกรดงานละเอียด) | LKC | วิธีการระบุสเปค LKC เมื่อใช้ LKC หน่วยสำหรับระบุขนาด L สามารถเป็น 0.1 มม. L<200 →L±0.03200 ≤ L<500 →L±0.05 L ≥ 500 →L±0.1 | ||
เพิ่มการตัดแต่งขึ้นรูปด้วยเครื่องจักรร่องประแจ 1 ร่อง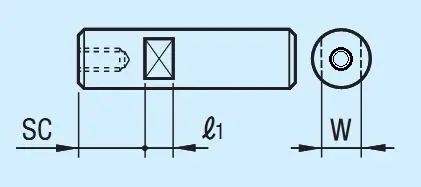 | SC | วิธีการระบุ SC5 SC = หน่วยที่ระบุ 1 มม. SC+ℓ1 < L SC = 0 หรือ SC ≥ 1 เงื่อนไขที่ใช้ได้ D = 6 หรือมากกว่าสามารถใช้ได้  ไม่สามารถใช้ร่วมกับ WSC ได้ ไม่สามารถใช้ร่วมกับ WSC ได้ | ||
การตัดแต่งขึ้นรูปพื้นผิวเพิ่มเติม 1 จุด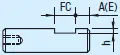 | FC | |||
ตำแหน่งการตัดแต่งขึ้นรูปด้วยเครื่องจักรบนพื้นผิวเรียบเพิ่มเติมอีก 2 ตำแหน่ง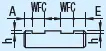 | WFC | |||
เมื่อเลือกการปรับเปลี่ยนหลายรายการ ชิ้นส่วนที่ต้องกลึงควรเว้นระยะห่างกันมากกว่า 2 มม. คลิก  ที่นี่การแปรรูปเพิ่มเติมอาจทำให้ความแข็งลดลง กรุณาดูข้อมูลได้ที่ คลิก ที่นี่
ที่นี่การแปรรูปเพิ่มเติมอาจทำให้ความแข็งลดลง กรุณาดูข้อมูลได้ที่ คลิก ที่นี่ข้อมูลอ้างอิงงานละเอียด
■ ค่าพิกัดความเผื่อ D
■ ความเผื่อของขนาด L (ขนาด Y)
| ความเผื่อ D | ||
| D | g7 | f8 |
| 4 | -0.004 -0.016 | — |
| 5 | ||
| 6 | -0.004 -0.016 | -0.010 -0.028 |
| 8 | -0.005 -0.020 | -0.013 -0.035 |
| 10 | ||
| 12 | -0.006 -0.024 | -0.016 -0.043 |
| 13 | ||
| 15 | ||
| 16 | ||
| 20 | -0.007 -0.028 | -0.020 -0.053 |
| 25 | ||
| 30 | ||
| 35 | -0.009 -0.034 | -0.025 -0.064 |
| 40 | ||
| 50 | ||
■ ความเผื่อของขนาด L (ขนาด Y)
| ขนาด (มากกว่า) | ขนาด (ถึง) | ความเผื่อของเพลา g7 |
| 2 | 6 | ±0.1 |
| 6 | 30 | ±0.2 |
| 30 | 120 | ±0.3 |
| 120 | 400 | ±0.5 |
| 400 | 1000 | ±0.8 |
| 1000 | 1500 | ±1.2 |
ตารางข้อมูลจำเพาะ
| รหัสสินค้า |  L สามารถระบุได้โดยเพิ่มทีละ 1 มม. L สามารถระบุได้โดยเพิ่มทีละ 1 มม. |  M (เกลียวหยาบ) M (เกลียวหยาบ)การเลือก | |||||||||||||
 ชนิด ชนิด |  D D | มาตรฐาน | |||||||||||||
| มาตรฐาน D ความเผื่อ g7 E-SFJT E-SSFJT E-PSFJT E-PSSFJT (ค่าพิกัดความเผื่อ D f8) E-PSFGT | 4 | 20 ถึง 300 | 2 | ||||||||||||
| 5 | 20 ถึง 400 | 2.6 | 3 | ||||||||||||
| 6 | 20 ถึง 800 | 3 | |||||||||||||
| 8 | 20 ถึง 1,000 | 3 | 4 | 5 | |||||||||||
| 10 | 20 ถึง 1,000 | 3 | 4 | 5 | 6 | ||||||||||
| 12 | 20 ถึง 1200 | 4 | 5 | 6 | 8 | ||||||||||
| 13 | 25 ถึง 1200 | 4 | 5 | 6 | 8 | ||||||||||
| 15 | 25 ถึง 1200 | 4 | 5 | 6 | 8 | 10 | |||||||||
| 16 | 30 ถึง 1200 | 4 | 5 | 6 | 8 | 10 | |||||||||
| 20 | 30 ถึง 1200 | 4 | 5 | 6 | 8 | 10 | 12 | ||||||||
| 25 | 35 ถึง 1200 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | |||||||
| 30 | 35 ถึง 1500 | 6 | 8 | 10 | 12 | 16 | 20 | ||||||||
| 35 | 35 ถึง 1500 | 8 | 10 | 12 | 16 | 20 | 24 | 20 | |||||||
| 40 | 50 ถึง 1500 | 10 | 12 | 16 | 20 | 24 | 30 | ||||||||
| 50 | 65 ถึง 1500 | 10 | 12 | 16 | 20 | 24 | 30 | ||||||||
เส้นผ่านศูนย์กลางภายนอก/O.D. ขนาด 35, 40 และ 50 ใช้ได้เฉพาะกับ E-PSFJT เท่านั้นเส้นผ่านศูนย์กลางภายนอก/O.D. ขนาด 4 และ 5 ไม่สามารถใช้กับ E-PSFGT ได้คุณสมบัติผลิตภัณฑ์
คุณสมบัติที่ 1: มีความแม่นยำเชิงมิติสูง และถูกนำไปใช้กันอย่างแพร่หลายในอุปกรณ์ความแม่นยำต่าง ๆ
คุณสมบัติที่ 2: ใช้เหล็กกล้าสำหรับตลับลูกปืน (45 หรือ GCr15) ที่มีความทนทานต่อการสึกหรอเยี่ยม และใช้เหล็กทนต่อการกัดกร่อน SUS440C หรือเหล็กทนต่อการกัดกร่อนที่มีความแข็งสูง ซึ่งผ่านการชุบแข็งด้วยความถี่สูงเพื่อเพิ่มความทนทานต่อการสึกหรอโดยยังคงความเหนียวเดิมไว้
คุณสมบัติที่ 3: มีตัวเลือกการแปรรูปเพิ่มเติมหลากหลาย เพื่อตอบสนองตัวอย่างการใช้งานที่แตกต่างกัน
คุณสมบัติที่ 4: โดยปกติมักใช้ร่วมกับผลิตภัณฑ์ลิเนียร์บุชชิ่ง ให้ประสิทธิภาพการนำทางเชิงเส้นที่ยอดเยี่ยม เมื่อเปรียบเทียบกับโครงสร้างเพลาและบุชชิ่งแบบดั้งเดิม แม้ในขณะเคลื่อนที่แบบเครื่องสูบน้ำแบบลูกสูบชักด้วยความเร็วสูง ก็เกิดการสึกหรอเพียงเล็กน้อย
คุณสมบัติที่ 5: การชุบผิวฮาร์ดโครมแบบเลือกได้ ช่วยเพิ่มความต้านทานต่อสนิมได้อย่างยอดเยี่ยม และความแข็งของผิวเคลือบสูงถึง HV750 จะไม่สึกหรอง่ายเมื่อใช้กับชิ้นงานที่มีความแข็งสูง
คุณสมบัติที่ 2: ใช้เหล็กกล้าสำหรับตลับลูกปืน (45 หรือ GCr15) ที่มีความทนทานต่อการสึกหรอเยี่ยม และใช้เหล็กทนต่อการกัดกร่อน SUS440C หรือเหล็กทนต่อการกัดกร่อนที่มีความแข็งสูง ซึ่งผ่านการชุบแข็งด้วยความถี่สูงเพื่อเพิ่มความทนทานต่อการสึกหรอโดยยังคงความเหนียวเดิมไว้
คุณสมบัติที่ 3: มีตัวเลือกการแปรรูปเพิ่มเติมหลากหลาย เพื่อตอบสนองตัวอย่างการใช้งานที่แตกต่างกัน
คุณสมบัติที่ 4: โดยปกติมักใช้ร่วมกับผลิตภัณฑ์ลิเนียร์บุชชิ่ง ให้ประสิทธิภาพการนำทางเชิงเส้นที่ยอดเยี่ยม เมื่อเปรียบเทียบกับโครงสร้างเพลาและบุชชิ่งแบบดั้งเดิม แม้ในขณะเคลื่อนที่แบบเครื่องสูบน้ำแบบลูกสูบชักด้วยความเร็วสูง ก็เกิดการสึกหรอเพียงเล็กน้อย
คุณสมบัติที่ 5: การชุบผิวฮาร์ดโครมแบบเลือกได้ ช่วยเพิ่มความต้านทานต่อสนิมได้อย่างยอดเยี่ยม และความแข็งของผิวเคลือบสูงถึง HV750 จะไม่สึกหรอง่ายเมื่อใช้กับชิ้นงานที่มีความแข็งสูง
ข้อควรระวัง
 | (2) ความแข็งลดลงในบริเวณที่ผ่านการแปรรูป หลังจากการชุบแข็งวัสดุฐานรอง/แผ่นรอง การแปรรูปอาจทำให้บางบริเวณสูญเสียความแข็งเนื่องจากการอบคืนไฟ: - เกลียวนอกทั้งหมด - ทุกก้าว - เกลียวใน: เมื่อ M ≥ D/2, ชนิดเสาค้ำคู่เกลียวใน, ผลิตภัณฑ์ชุบโครเมียมแข็งที่ทำจาก SUS440C หรือเหล็กทนต่อการกัดกร่อนที่มีความแข็งสูง - การแปรรูปเพิ่มเติมสำหรับร่องประแจ (SC-WSC-SX) - การแปรรูปเพิ่มเติมสำหรับพื้นผิวเรียบ (FC-WFC) - การแปรรูปเพิ่มเติมสำหรับร่อง V (VC-WVC) - ยกเว้นประเภทที่ชุบแข็งเต็มความยาว |
เฉพาะบริเวณที่มีเงาในส่วน D เท่านั้นที่ชุบโครเมี่ยมอย่างแข็ง
| (3) การเคลือบสำหรับกระบวนการเตรียมผิว หลังจากกระบวนการเตรียมผิวของวัสดุฐานรอง/แผ่นรองแล้ว จะมีการดำเนินการแปรรูปต่อไป บริเวณต่อไปนี้ไม่ได้ชุบผิว: - ส่วนที่มีการเซาะร่อง - ส่วนเกลียวนอก - ส่วนเกลียวใน - ร่องประแจ, ร่องตัววี, ผิวเรียบ, ผิวตัด - ด้านในของเพลาไกด์แบบท่อเหล็กจะไม่ได้ชุบโครเมี่ยมอย่างแข็งและอาจเกิดสนิมได้ |
ตัวอย่างการใช้งาน
กลไกระบบเคลื่อนที่แนวเส้นตรงมาตรฐาน
ตัวอย่างภาพ

ตัวอย่างภาพ

หน้าที่ของกลไกระบบเคลื่อนที่แนวเส้นตรงมาตรฐาน
(1) การใช้เพลาไกด์สองแกนขนานกันช่วยป้องกันการหมุนของชิ้นงานได้อย่างมีประสิทธิภาพ
(2) ช่วยเพิ่มความแม่นยำและความสามารถในการรับโหลดไฟฟ้าของระบบเคลื่อนที่แนวเส้นตรง
(3) การเคลื่อนที่กลับไปกลับมาความเร็วสูงสามารถทำได้โดยการผสมผสานระหว่างเพลาไกด์และลิเนียร์บุชชิ่ง
(4) ความต้านทานการเคลื่อนที่ต่ำลง ส่งผลให้ชิ้นงานที่เกี่ยวข้องสึกหรอน้อยลง
(1) การใช้เพลาไกด์สองแกนขนานกันช่วยป้องกันการหมุนของชิ้นงานได้อย่างมีประสิทธิภาพ
(2) ช่วยเพิ่มความแม่นยำและความสามารถในการรับโหลดไฟฟ้าของระบบเคลื่อนที่แนวเส้นตรง
(3) การเคลื่อนที่กลับไปกลับมาความเร็วสูงสามารถทำได้โดยการผสมผสานระหว่างเพลาไกด์และลิเนียร์บุชชิ่ง
(4) ความต้านทานการเคลื่อนที่ต่ำลง ส่งผลให้ชิ้นงานที่เกี่ยวข้องสึกหรอน้อยลง
ภาพ ผลิตภัณฑ์จริง
.jpg)
หน้าที่ของชิ้นส่วนสำคัญในกลไก
เพลาไกด์: รองรับชิ้นงาน และเมื่อใช้ร่วมกับลิเนียร์บุชชิ่ง จะทำหน้าที่เป็นกลไกการนำทางเคลื่อนที่ ดูรายละเอียด คลิก ที่นี่
ที่นี่
ลิเนียร์บุชชิ่ง: ใช้โครงสร้างการหมุนเวียนของลูกบอลเพื่อเคลื่อนที่ชิ้นงานไปตามเพลาไกด์ ดูรายละเอียด คลิกที่นี่
อุปกรณ์เสริมการเคลื่อนที่เพลา: รองรับและยึดเพลาไกด์ ปรับระยะห่างของเพลาได้อย่างมีประสิทธิภาพ และช่วยเพิ่มความเสถียรของอุปกรณ์ ดูรายละเอียดเพิ่มเติม คลิกที่นี่
สต็อปเปอร์: ทำหน้าที่เป็นตัวจำกัด ใช้สำหรับปรับระยะช่วงการเคลื่อนที่ที่มีประสิทธิภาพของกลไก ดูรายละเอียด คลิกที่นี่
เพลาไกด์: รองรับชิ้นงาน และเมื่อใช้ร่วมกับลิเนียร์บุชชิ่ง จะทำหน้าที่เป็นกลไกการนำทางเคลื่อนที่ ดูรายละเอียด คลิก
ที่นี่ลิเนียร์บุชชิ่ง: ใช้โครงสร้างการหมุนเวียนของลูกบอลเพื่อเคลื่อนที่ชิ้นงานไปตามเพลาไกด์ ดูรายละเอียด คลิก
ที่นี่อุปกรณ์เสริมการเคลื่อนที่เพลา: รองรับและยึดเพลาไกด์ ปรับระยะห่างของเพลาได้อย่างมีประสิทธิภาพ และช่วยเพิ่มความเสถียรของอุปกรณ์ ดูรายละเอียดเพิ่มเติม คลิก
ที่นี่สต็อปเปอร์: ทำหน้าที่เป็นตัวจำกัด ใช้สำหรับปรับระยะช่วงการเคลื่อนที่ที่มีประสิทธิภาพของกลไก ดูรายละเอียด คลิก
ที่นี่การใช้งานอุตสาหกรรม






สินค้าที่เกี่ยวข้อง
| ลิเนียร์บุชชิ่ง รุ่นมาตรฐาน ชนิดตรง | ตลับลูกปืนพร้อมตัวเสื้อ รูปตัว T | แผ่นสลิทของปลอกเพลา | ||
 |  |  | ||
| รุ่นทั่วไป:LMU8 | รุ่นทั่วไป: BGHK6000ZZ-30 | รุ่นทั่วไป:SCS8-10 |
เอกสารที่เกี่ยวข้อง