(!) Since support from Microsoft will end on January 14 2020, Windows 7 user might not be able to use MISUMI website effectively. Please consider to update your system as ‘MISUMI Website system requirement’.


- แจ้งวันหยุดทำการในเดือน มีนาคม 2569 | Notice holiday in March 2026 > คลิก
แผ่นระบายอากาศ
การระบายอากาศในแม่พิมพ์พลาสติกด้วย Porous Vent (แผ่นระบายอากาศ)
ในการฉีดงานขึ้นรูปพลาสติก หลายๆคนอาจพบปัญหาชิ้นงานมีร่องอากาศ,ฉีดไม่เต็ม, ฟองอากาศ, มีรอยเชื่อมประสาน, เสียรูป, เกิดรอยไหม้ หรือผิวงานไม่เรียบสม่ำเสมอ ซึ่งสาเหตุหลักอย่างหนึ่งของการเกิดข้อบกพร่องข้างต้นคือ การระบายอากาศในแม่พิมพ์ฉีดพลาสติกที่ไม่ดีพอ หรือเป็นจุดที่ไม่สามารถเปิดร่องระบายอากาศได้ จึงทำให้ชิ้นงานเกิดความเสียหาย
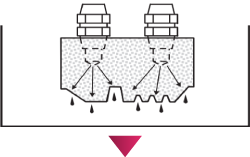
โดยปกติแล้ว ในขั้นตอนการฉีดงานพลาสติก พลาสติกเหลวจะถูกฉีดเข้าไปในแม่พิมพ์โดยจะไหลผ่านทางเข้าไปสู่ส่วนของชิ้นงาน ตามที่เรากำหนดไว้ ซึ่งในแม่พิมพ์นั้นมีอากาศอยู่ด้วย ซึ่งหากอากาศเหล่านี้ ไม่สามารถระบายออกจากแม่พิมพ์ได้ อย่างเพียงพอ จะทำให้พลาสติกเหลวเหล่านี้ ถูกกีดขวางโดยอากาศ ทำให้สภาวะการไหลที่ผิดปกติ หรือเกิดความร้อนสูง จนเกิดข้อบกพร่องของชิ้นงานตามที่กล่าวมาข้างต้นได้
นอกจากนี้ในบางกรณีอากาศหรือแก๊ส อาจเกิดจากชนิดหรือประเภทของพลาสติกเอง ซึ่งจะทำให้ปริมาตรอากาศหรือที่อยู่ในโพรงฉีดชิ้นงานมีมากกว่าปกติ ทำให้การเปิดช่องระบายอากาศ ตามปกติไม่เพียงพอ จนทำให้เกิดข้อบกพร่องต่างๆตามมา
การแก้ไขปัญหา
โดยวิธีแก้ไขปัญหาชิ้นงานเกิดข้อบกพร่อง จากการระบายอากาศได้ไม่ดีพอ คือ การเลือกใช้ Porous Vent จากมิซูมิ ในการช่วยระบายแก๊สหรืออากาศที่หลงเหลืออยู่ในแม่พิมพ์
ลักษณะของ Porous Vent

- Porous Vent เป็นบล็อกโลหะที่ใช้ในการช่วยระบายอากาศในแม่พิมพ์พลาสติก
- ตัวสินค้ามีลักษณะโครงสร้างเป็นรูพรุนและทำจากสแตนเลสเทียบเท่า SUS304
- สามารถช่วยระบายก๊าซออกได้รอบด้าน ทำให้เหมาะกับแม่พิมพ์สำหรับการขึ้นรูปชิ้นงานที่มีรูปร่างซับซ้อน
- สามารถปรับขนาดของ Porous Vent ได้โดยใช้เลเซอร์หรือเครื่องจักรในการกลึงขึ้นรูป
- ช่วยเพิ่มประสิทธิภาพให้กับพื้นผิวของแม่พิมพ์
การใช้งาน Porous Vent
- ตรวจสอบให้แน่ใจว่าขนาดของPorous Vent ไม่หนาจนเกินไป เพื่อความปลอดภัยในการระบายอากาศ สามารถตัดพื้นที่ที่หนาเกินไปออกได้
- ควรทำ Grinding เพื่อหลีกเลี่ยงการระบายอากาศบนพื้นผิว ที่นอกเหนือจากการปล่อยแก๊ส
- สำหรับระบบความเย็น ควรใช้ท่อแลกเปลี่ยนความร้อน (WHP) เพื่อหลีกเลี่ยงให้น้ำหล่อเย็นไหลผ่านรูน้ำโดยตรงในกรณีที่น้ำรั่ว ซึ่งในกรณีดังกล่าวจะมีประสิทธิภาพมากกว่าการใช้จารบีนำความร้อน (MTJ) ระหว่าง Porous Vent และระบบความเย็น
- ควรบำรุงรักษาอย่างสม่ำเสมอ โดยสามารถดูวิธีการบำรุงรักษาได้ที่ >>2018_msm_gasventing_0007-02 (PDF / 480KB)
- หลีกเลี่ยงการติดตั้งเข็มกระทุ้ง (Ejector Pin) , Fixing Pins หรือ ชิ้นส่วนของ Insert เข้าไปใน Porous Vent เนื่องจากอาจทำให้ประสิทธิภาพของการระบายแก๊ส และอากาศ ลดน้อยลง ซึ่งอาจเป็นสาเหตุที่ทำให้ชิ้นงานเกิดความเสียหายได้
- ควรหลีกเลี่ยงการเก็บ Porous ไว้ในคลังที่มีอุณหภูมิและความชื้นสูง เนื่องจากอาจทำให้เป็นสนิมได้
- สามารถเคลือบกันสนิมได้ตามปกติ
การติดตั้ง Porous Vent
- 1.ขึ้นรูป Porous Vent ให้เหมาะสมและพอดีกับพื้นที่ของแม่พิมพ์ที่จะติดตั้ง
- 2.สร้างรูและช่องระบายก๊าซในแม่พิมพ์ และทำความสะอาดด้วยการเป่าลมเข้าไป หลังจากนั้นตรวจสอบให้มั่นใจอีกครั้งว่าไม่มีฝุ่นผงหรือสิ่งอื่นๆหลงเหลืออยู่ภายใน เพราะอาจจะทำให้เกิดการอุดตันได้
- 3.หากจำเป็นต้องเคาะหรือสัมผัสกับ Porous Vent ในระหว่างการติดตั้ง ควรใช้แผ่นกันกระแทกเพื่อป้องกันการยุบตัวของช่องระบายอากาศ
- 4.ในการตรวจสอบการระบายอากาศ ควรใช้ Acetone หรือแอลกอฮอล์ บนพื้นผิวของแม่พิมพ์ และเป่าลมจากอีกด้านเข้ามาหากมีฟองเกิดขึ้นบนพื้นผิวแสดงว่า Porous Vent สามารถใช้งานได้ปกติ และไม่มีสิ่งอุดตัน
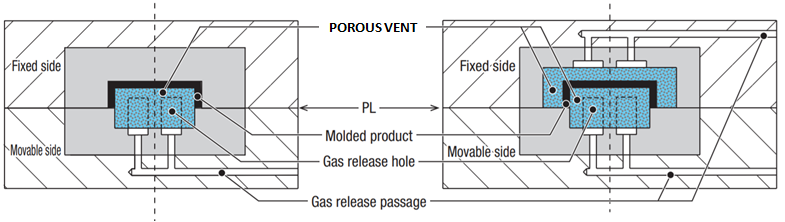
ตัวอย่างการใช้งานในแม่พิมพ์

- สินค้า : Plastic Case
- Resin : PP
- Application effects: Eliminates short shots between ribs and vertical walls
ตัวอย่างการใช้เครื่องจักรในการตัดขึ้นรูป POROUS VENT
(ควรตรวจสอบเครื่องจักรในการตัดขึ้นรูปของก่อนการใช้งานเนื่องจากเครื่องจักรแต่ละประเภทมีความแตกต่างตามลักษณะการใช้งาน)
ตารางที่ 1 : การใช้ NC Milling ในการตัดขึ้นรูป POROUS VENT
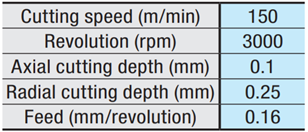
Required Tools
- Material: Carbide + AlTiN coating
- Type: 4-flute radius R3
- วัสดุที่สามารถใช้งานได้: Stainless steel (M grade)
ตารางที่ 2 : การใช้เลเซอร์ ในการตัดขึ้นรูป POROUS VENT
(ความลึก 0.01 mm.)
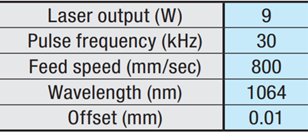
* โปรดระวัง หาก Laser output แรงเกินไป อาจทำให้พื้นผิวงานอาจจะเสียหายได้
การดูแลรักษา POROUS VENT หลังการตัดขึ้นรูป
การระบายน้ำมัน
การระบายน้ำมันออกในกรณีที่ใช้เครื่องจักรสำหรับกัด ขึ้นรูป POROUS VENT รวมไปถึงการใช้ Wire Cutting , NC milling เนื่องจากหากมีน้ำมันอยู่บนผิวของงาน อากาศทำให้การระบายอากาศ ไม่มีประสิทธิภาพที่เพียงพอ นอกจากนี้ยังอาจทำให้เกิดสนิมได้อีกด้วย ซึ่งสามารถดูความแตกต่างของประสิทธิภาพในการระบายอากาศบนพื้นผิวที่มีน้ำมันและไม่มีน้ำมันได้ตาตารางด้านล่าง
ตารางที่ 3 : เปรียบเทียบการระบายอากาศหลังการตัดขึ้นรูปที่พื้นผิวมีน้ำมันและไม่มีน้ำมัน
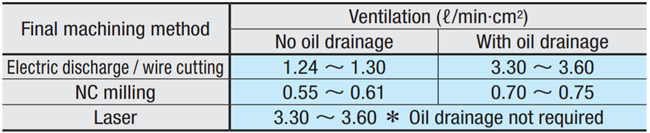
เงื่อนไขในการวัดผล
ขนาดของตัวอย่าง : ø20 x 10 mm
Air Pressure : 0.3 MPa
การขัด
ในกรณีที่ต้องการขัด POROUS VENT สามารถทำได้ดังขั้นตอนต่อไปนี้
- 1.ขัดครั้งแรกด้วยหินขัดน้ำมันหรือหินขัดแม่พิมพ์ (แนะนำความหยาบ #800) จากนั้นวางตั้งฉากและครั้งซ้ำอีกครั้ง
- 2.ขัดด้วยหินขัดน้ำมันหรือหินขัดแม่พิมพ์แบบละเอียด (แนะนำความหยาบ#1200)
- 3.ขัดโดยใช้ paste-type polishing (แนะนำให้ใช้ขนาด 0.5 - 1 μm) หลังจากนั้นหากจำเป็นให้ใช้กระดาษทรายที่มีความละเอียดมากกว่า #2500 ขัดต่อ
วิธีการระบายน้ำมันออกจาก POROUS VENT
1. ทำรูเป่าลม (*)
ที่ฝั่งตรงข้ามกับด้านของพื้นผิวที่ถูกตัดขึ้นรูป เพื่อให้ลมสามารถเข้าไปได้โดยใช้แรงลมที่ 0.5 MPa โดยเป่าเป็นเวลาประมาณ 5-10 นาที และเช็ดสิ่งสกปรกออกจาก พื้นผิวที่ถูกตัดขึ้นรูปด้วยเศษผ้า
* สามารถทำได้หาก POROUS VENT มีช่องระบายแก๊สและอากาศ

2. การทำความสะอาดด้วย Ultrasonic
สามารถทำความสะอาดได้โดยการใช้ Ultrasonic ประมาณ 30 นาทีถึง 1 ชั่วโมงที่ความร้อนประมาณ 50 - 60 °C โดยใช้ผงทำความสะอาดโลหะแบบละลายน้ำ

3. ล้างด้วยน้ำร้อน
แช่ในน้ำร้อนอุณหภูมิ 50 - 60 °C ประมาณ 5 นาทีก่อนการเป่า และทำซ้ำจนกว่าน้ำจะใส
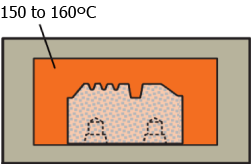
4. การทำให้แห้ง
อบในเตาอบแห้งที่อุณหภูมิ 150 - 160 °C ประมาณ 1-2 ชั่วโมงหากไม่สามารถใช้เตาอบแห้งได้ ให้ใช้วิธีที่ 1 ไปเรื่อยๆ จนกว่าจะไม่มีความชื้น หรือประมาณ 1-2 ชม.
วิธีการบำรุงรักษา POROUS VENT
-
การดูแลรักษาแบบรายวัน (กรณีที่ POROUS VENT อยู่ในแม่พิมพ์) วิธีนี้จะช่วยลดการอุดตันของเรซิ่นแบบอ่อน ควรบำรุงรักษาทุกวันก่อนเริ่มหรือเสร็จสิ้นการฉีดขึ้นรูปพลาสติก
- 1. ฉีดแอลกอฮอล์บนพื้นผิวส่วนที่ติดกับแม่พิมพ์ และเช็ดออกด้วยผ้าทันที (ทำซ้ำ 1-2 ครั้ง)
- 2. ใช้ผ้าชุบแอลกอฮอล์เช็ดบนพื้นผิวของ POROUS VENT ในขณะที่กำลังเป่าลมเข้ารูระบาย
-
การดูแลรักษาแบบสัปดาห์ (กรณีที่ POROUS VENT อยู่ในแม่พิมพ์)
- 1. ฉีดสารทำละลายอินทรีย ลงบนพื้นผิวที่ติดกับแม่พิมพ์ และเช็ดออกทันทีด้วยผ้า (ทำซ้ำ 1-2 ครั้ง)
- 2. ใช้ผ้าชุบสารทำละลายอินทรียเช็ดบนพื้นผิวของ POROUS VENT ในขณะที่กำลังเป่าลมเข้ารูระบาย
- * Acetone เป็นสารทำละลายอินทรียที่แนะนำ แต่ในกรณีนี้อาจขึ้นอยู่กับประเภทของเรซินที่ใช้ด้วย
-
การดูแลรักษาระยะยาว (กรณีที่สามารถถอดออกมาจากแม่พิมพ์ได้) วิธีนี้จะช่วยลดการอุดตันของเรซินที่ไม่สามารถนำออกได้โดยการบำรุงรักษาทั่วๆไป
- 1. นำ POROUS VENT ออกจากแม่พิมพ์ และแช่ลงในตัวทำละลาย เช่น Acetone ประมาณ 12-24 ชั่วโมง
- 2. ใช้วิธีการเดียวกับ "การระบายน้ำ" ตั้งแต่วิธีที่ 1-4 ตามลำดับ เพื่อขจัดเรซิ่นออกไป
ตัวอย่างสินค้าช่วยระบายอากาศในแม่พิมพ์
-
Cavity Insert Blocks with Slit Vent

Part No : SGWD
-
Cavitiy Inserts for Gas Release

Part No : LBCV-X
-
Cavity Insert for Gas Release (Round Shape)

Part No : BGVS
-

Part No : MSTV
Injection screw และ Barrel
อายโบลท์

ค้นหาโดยกลุ่มสินค้า













Payment Methods
- Bank
-
- Prompt Pay
-


- Cash
-

- Cash on Delivery
Social Media
MISUMI Contact
Copyright © MISUMI Corporation All Rights Reserved.